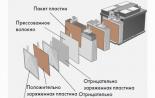
Mootori kiirendatud kulumise peamised põhjused. Mootori kiirendatud kulumise põhjused, kus mootorid töötavad kiiremini mehhanismid
Kõik operatsiooni ajal kasutatavad esemed kaotavad oma esialgsed omadused. Selle põhjuseks on kulumine - muutuvate varuosade muutumise protsess, mille tulemusena kaotab mehhanism oma esialgse omadused.
Visuaalsed märgid kulumise märgid: osade pindade suuruse ja struktuuri muutus.
Osade kulumise tüübid
Kasutatavate varuosade omaduste muutmine on protsess, mis on nende interaktsiooni ja kasutamise tulemus. Osa muudatustest tekib isegi mehhanismide tavapärase tööga. Selliseid muudatusi nimetatakse loomulikuks ja käivitati sõlme käivitamisel.
2 ebaloomulike kulumisteabeliigid:
- Normaalne
See on ebaõige töötamise tagajärg, toimetamise häirete toimetamine. Viib järkjärguliste tehnoloogiate ja halvenemise järkjärguliste ebaõnnestumisteni tehniline staatus objekti.
- Hädaolukord
Normaalse kulumise numbrilised väärtused, objektid ja mehhanismid muutuvad täiesti sobimatuks.
Tegurid, mis mõjutavad kulumise tempot:
- Mehhanismi ehitamine
- Täpsus ja puhastus töötlemine
- Konkreetse osa materjali tugevus ja selle puudutamine
- Määrimise kvaliteet
- Sõlme töötingimused (korrektsus, koormuse iseloom, \\ t temperatuuri režiim, rõhk)
- Korrektsus
Põhjustab kulumist
Kõiki põhjuseid saab kombineerida 3 rühmaga:
- Füüsiline / mehaaniline
See on tagajärg suure koormuse ja kokkupuude hõõrdejõud ühe detaili teise. Kontakt varuosade osakaal on kraaside ja pragude, zapapin, karedus ilmuvad nende pindadel.
- Kuumuta / molekulaarne mehaaniline
Jagatud osapooled kogevad suure kiiruse ja konkreetse surve ülekuumenemist. Temperatuuri järsu tõusu tõttu toimub see metallist sees olevate osakeste molekullahuste järgnev hävitamine. Detailid on kasti ja sulatatud.
- Keemiline / söövitav
Metallosade pinnal täheldatakse vee, õhu, kemikaalide kokkupuute tulemusena. Korrosioon ja korrosiooni protsessid toimuvad. Selle vältimiseks on soovitatav kasutada.
Tasub mõista, et osade kulumise ja jaotuste põhjus ei ole üks eraldi võetud tegur, vaid mitmel omavahel seotud.
Kuidas taastada kulunud esemed?
Põhimeetodid osade taastamiseks:
- Mehaanilise ja lamineeritud töötlemise taastamine
Sobib osade jaoks korterite puudutavate pindadega. Karustatud koht töödeldakse (lihvimine, stabiilne jne) ja tõlgitakse järgmisesse suurusesse. Mehaaniline töötlemine Rakenda eraldi ja muude meetodite viimases etapis.
- Uuenda keevitus ja pindamine
Vastupidavate metallide pindade abil taastatakse kahjustatud osade mõõtmed.
- Metallisatsiooni andmete taastamine
Kulunud osa suurus taastatakse sulatatud metalli kasutamisega õhukeste (0, 03 mm) ja paksuse (üle 10 mm) kihiga.
- Elektriline taiba (kroom)
Kroom, mis rakendab õhukest kihti (kuni 1 mm), tagab vastupidavuse mehaanilisele kulumisele. Meetod on sarnane metalliseerumisega, kuid vähem universaalsele. Taastatud osad kannavad halvasti dünaamilisi koormusi.
- Stroing ja liimimine plastist
Plastics võimaldab teil saada statsionaarseid ühendatud sõlmede, samuti stop kulumise osad. Erinevalt eelmistest meetoditest on metallist ja mittemetalsetest osadest plastikust taastumise all. Plastide parandamise kulud on oluliselt madalamad. Kaasaegsete materjalide abil saate taastada keeruka ja mittestandardse geomeetria detail.
1. Nominaalne. (Tugevdatud) läbisõit 0-15 tuhat km.Ratsutamine linnarežiimis (me kanname - seista) häirib jahutussüsteemi temperatuuri tasakaalu, põhjustades hõõrumisosade ebaühtlast laienemist. Seal on väga kiire hõõrdepaaride käivitusmetalli kadumise, mastaapide moodustamisega.
2. Praegune. (Lubatud) läbisõit 15-60 tuhat kmAuto on muutunud dünaamiliseks. Läbis valvur - vallandada! Aga õli tarbimine ilmus. Kogunenud hoiused (salakaval) rõngaste all moodustavad silindritel üsna tõsiseid silmuseid. Mida me teesime hõõrdumise vähendamiseks?
Auto töötamine linnarežiimis (me läheme - me seisame) meenutab sõitmist asfaldile ja mitte jääle. Põhifunktsioon õli on eemaldada kuni 80% soojuse kolvi pinnale, mille T 1200ºС (bensiin), töösegu põleb. Õli kaotab viskoossuse kõrgel temperatuuril. Ja hõõrumispindade eraldamiseks on vaja vastupidav õlifilmi.
3. Kriitiline. (Piirates) läbisõit 60-120 tuhat kmNagari (koksi) kogunemine rõngaste ja soonede all ei lase neil amortiseerida. Sõrmused põletavad, ventiil. Õli tarbimine suurendab järsult. Sõrmuste otsene kontakt silindri pinnaga. Hans kustutatakse, kulumine läheb katastroofiliselt.
Aja jooksul kulutatud videoandmed võimaldavad 70% taastada mootori programmid mõjuremont, 4-10 korda odavam ja ilma korkideta. Remont.4. Parandatud. Läbisõit üle 120 tuhande kmMootor kaotab rohkem kui 70 grammi metalli. Avalanche-like hoiused vähendavad kõiki parameetreid: rõhk, "kokkusurumine". Nõuab korki. Remont defektide üksikasjad. Pärast korki. Remondi kohustuslik töötlemise toetus + molekulaarvõimalus, ressursi suurendamiseks 2-3 korda.
Õigeaegne tuvastatud kulumine mootori ressursside 2 või 3 etappi - kergesti kõrvaldati 3-käiguliste voorude abil, kasutades suspensiooni ja molekulaarset vaia - ilma korkita. Remont.Kuidas kulumine toimub:
Full kulumine on kaotus üle 70 grammi metallist
1. Sagedane käivitub öösel soojenemise
2. Vale töötamine uues või capitally parandatud mootoris kõrge hüdrodünaamilise hõõrderežiimis (ratsutamine pinges suurel koormustel). Vina - linna liiklusummikud
3. Mootori ülekuumenemine. 99% juhtudest tekib ülekuumenemine halb soojuse eemaldamise tõttu - sisemine ülekuumenemine. Armatuurlaual ei tähenda sellist ülekuumenemist
4. Cocking - peamine tegur, kuna see protsess toimub põlemata kütuse süsivesinike raskete fraktsioonide ja õli lakkide setete suhtes viskoossetesse ja tahkes toimel T-toimi all. Raske resinokoksi moodustamine (Nagar) on võimelised õli transformatsioonid, kleepuvad metalli pinnale ja skooride õõnsustele.
3-4 korda kiirendada õli tööriista:- polümeeri paksendajad sisaldavad
- millel on kõrge sulfaatide ashost - üle 1,2%
-Teer madala tº flash - vähem kui 210ºС
Outlet rõngad kraapige võrk silindri pinnalt õliga õliga, samas kui osa Nagari osa eemaldatakse filtrisse, osa lükatakse mootori sisepinnal edasi, teine \u200b\u200bosa hindab sooned kolvirõngadLiikuvus on kadunud.
Ümmargune tereja:
1. Suurendab nafta tarbimist
2. Vähendab torustiku survet (tihendussuhe)
3. Karteri purunemisgaasid oksüdeerivad õli väga kiiresti, see tumeneb ja kaotab oma funktsioonide
Peamised negatiivsed füüsilised nähud,
Mootori loomise kulumise hävitamine:
- Flotatsioon - hävitamine ja metallmuster
- Kavitatsioon - "Buggy" jahutussüsteem
- Pompous - ebastabiilne mootori kasutamine (kiirus pöörded)
- Brusani riik -
detonatsioon, ülekuumenemine
- Fuments - haridus väga vastupidava Nagari moodustumise kolbid
Varajase diagnoosi läbiviimine uutes ja jooksvates sõidukites hooldus Meie keskuses säästab aega ja raha.
Service seadistamisel (õli ja diagnostika esimene asendaja meie keskuses):1. Sooduskaart väljastatakse tasuta interaktiivse diagnostika jaoks.
2. Kaart annab õiguse pesta ja lõikamiseks kütusesüsteemPuhastage süstija allahindlusega 3-7%.
Töötlemisseadmete töötamisel esinevad protsessid, mis on seotud selle jõudluse järkjärgulise vähenemisega ja osade ja sõlmede omaduste muutustega. Kogunemine võivad kaasa tuua täieliku peatuse ja tõsise jaotuseni. Negatiivsete majanduslike tagajärgede vältimiseks korraldavad ettevõtted kulumise juhtimise protsessi ja põhivara õigeaegset ajakohastamist.
Kulumise määratlus
Kulumine või vananemine, helistage järkjärgulisele langusele tulemuslikkuse omadused Tooted, sõlmed või seadmed selle kuju, suuruste või füüsikalis-keemiliste omaduste muutmise tulemusena. Need muutused tekivad järk-järgult ja kogunevad töötamise ajal. On palju tegureid, mis määravad vananemise kiiruse. Negatiivselt mõjutada:
- hõõrdumine;
- staatiline, impulss või perioodilised mehaanilised koormused;
- temperatuuri režiim, eriti äärmuslik.
Järgmised tegurid aeglustavad vananemist:
- konstruktiivsed otsused;
- kaasaegsete ja kvaliteetsete määrdeainete kasutamine;
- töötingimuste järgimine;
- Õigeaegne hooldus, planeeritud hoiatusremont.
Operatiivsete omaduste vähenemise tõttu väheneb ka toodete tarbijaväärtus.
Kulumise tüübid
Kiirus ja kulumise aste määrab tingimused hõõrdumise, koormuste, materjali omaduste ja toodete konstruktiivsete omaduste tingimustega.
Sõltuvalt väliste mõjude olemusest toote materjalide eristamiseks eristage järgmisi peamisi kulumisliike:
- abrasiivsed liigid - pinna kahjustamine teiste materjalide väikeste osakestega;
- kavitatsioon, mis on tingitud gaasimullide plahvatusohtliku kokkuvarisemisest vedelas keskkonnas;
- haardumisvorm;
- keemiliste reaktsioonide põhjustatud oksüdatiivne vaade;
- termiline vaade;
- väsimuse vaade, mis on tingitud materjali struktuuri muutustest.
Mõned vananemise liigid on jagatud alamliikideks, näiteks abrasiivseks.
Abrasiivne
See on materjali pinnakihi hävitamine kokkupuute ajal teiste materjalide tahkete osakestega. Mida iseloomustab mehhanismid tolmu tingimustes töötavad:
- kaevandusseadmed;
- transport, tee-ehitusmehhanismid;
- aglecultural-masinad. Agreecultural seadmed;
- ehitusmaterjalide ehitus ja tootmine.
Temaga on võimalik ta vastu võtta, rakendades paari hõõrumiseks spetsiaalseid katet, samuti määrdeainete muutmist õigeaegselt.
Gagarabrasiv
Selle abrasiivse kulumise alamliigid erinevad sellest asjaolust, et tahkeid abrasiivsed osakesed liiguvad gaasivoolu. Pinna materjalipurud on lõigatud, deformeerunud. Seda leidub sellistes seadmetes:
- pneumaatilised jooned;
- ventilaatoride ja pumpamise terade pumpamiseks saastunud gaaside pumbad;
- domeeni seaded;
- tahkekütuse turbojeti mootorite komponendid.
Sageli kombineeritakse gaasi-abrasiivse toime kõrge temperatuuri ja plasmavoogude olemasoluga.
Lae alla GOST 27674-88
Hüdrasakas
Mõju on sarnane eelmisele, kuid abrasiivse kandja roll ei täida gaasikeskkonda, vaid vedeliku voolu.
See kokkupuude kuulub:
- hüdrotransport süsteemid;
- turbiinide NODES HPP;
- puhastusseadmete komponendid;
- mägi seadmed, mida kasutatakse ebaviisakas pesemiseks.
Mõnikord halvendavad hüdroabiivad protsessid agressiivse vedeliku keskmise toimega.
Kavitatsioon
Struktuuride ümber voolab vedela oja rõhulangused põhjustavad suhtelise vaakumpinna gaasimullide esinemist ja nende järgneva plahvatusohtliku kokkuvarisemise koos šokklaine moodustumisega. See lööklaine on pindade hävitamise peamine tegur tegur. Selline hävitamine leidub suurte ja väikeste laevade sõudmiskruvidel hüdroturbiinis ja tehnoloogilised seadmed. Keerundab olukorda mõjutada agressiivset vedelat söötme ja abrasiivse suspensiooni olemasolu.
Adhesioon
Pikaajalise hõõrdumisega kaasnevad osalejate jooksva paari plastikust deformatsioonid, pinnaosade perioodiline lähenemine kaugel vahemaal, mis võimaldab interatomilise interaktsiooni jõududele ennast väljendada. See algab ühe osa aine aatomite katkestamise teise osakristallstruktuuridesse. Korduv esinemine adhesiooni sidemete ja nende katkestada plii eraldamine pinna tsoonide osaliselt. Liimne vananemine on vastuvõtlikud koormatud hõõrumispaaride jaoks: laagrid, võllid, teljed, libisevad vooderdised.
Soojus
Vananemise termiline tüüp on materjali pinnakihi hävitamine või sügavuse kihtide omaduste muutmine disainielementide konstantse või perioodilise kuumutamise mõjul plastikust temperatuurini. Kahju on väljendatud kortsutatud, asetades ja muutes osa. See on iseloomulik suure koormatud raskete seadmete sõlmede, rullide valtsimistehaste, kuuma stantsimismasinate rullimisvarude. See võib esineda ka muudes mehhanismides määrdeainete või jahutuse disainitingimuste katkemisel.
Väsimus
Seostati metalli väsimuse nähtusega muutujate või staatiliste mehaaniliste koormustega. Shear-tüüpi pinged põhjustavad pragude osade materjale, põhjustades tugevust. Lässikihi praod kasvavad, ühendavad ja üksteisega peatuvad. See toob kaasa väikeste fragmentide kaalude erosiooni. Aja jooksul võib see kulumine kaasa tuua osa hävitamiseni. Tekib transpordisüsteemide, rööbaste sõlmedes, ratastega aurah, kaevandusmasinad, ehitusstruktuurid jne
Freting
Freating on osade mikromise nähtus tihedas kontaktis väikeste amplitude'i vibratsiooni tingimustes - alates sajandikust mikronist. Sellised koormused on iseloomulikud neetidele, keermestatud ühenditele, nopsidele, teenindusaegadele ja pindele, mis ühendavad mehhanismide osad. Kuna metallosakeste vananemine ja eraldamine, esineb viimane abrasiivseks, süvendades protsessi.
On teisi, vähem ühiseid vananemisviise.
Kulumise tüübid
Klassifikatsioon liiki kulumise seisukohast oma füüsikaliste nähtude mikromeetrises täiendatakse süstematiseerimisega makroskoopilistel tagajärgedel majandusele ja selle teemadele.
Raamatupidamises ja finantsanalüütikus on kulutuste mõiste, mis peegeldab nähtuste füüsilist külge tihedalt seotud seadmete amortisatsiooni majandusliku kontseptsiooni. Amortisatsioon tähendab nii seadmete kulude vähenemist, kuna see vananeb ja omistades osa sellest toodetud toodete kulude vähendamisest. Seda tehakse selleks, et koguda spetsiaalse amortisatsiooni kontosid uute seadmete ostmiseks või selle osalise parandamise eest.
Sõltuvalt põhjustest ja tagajärgedest eristatakse füüsilist, funktsionaalset ja majanduslikku.
Füüsiline halvenemine
Siin mõeldakse selle kasutamise ajal seadmete üksuse projekteerimisomaduste ja omaduste kohest kaotust. Selline kahju võib olla kas täielik või osaline. Osalise kulumise puhul alluvad seadmed restaureerimise parandamisele, tagastava omaduste ja seadme omaduste algse (või muu, eelnevalt kokku lepitud) tasemeni. Täieliku kulumise korral kuulub seadmed mahakandmise ja demonteerimise all.
Lisaks jagatakse füüsiline kulumine ka sellist liiki:
- Esiteks. Seadmed on kulunud planeeritud kasutamise ajal vastavalt kõigi tootja kehtestatud eeskirjadele ja eeskirjadele.
- Teiseks. Omaduste muutus on tingitud ebaõigest toimimisest või vääramatu jõu teguritest.
- Hädaolukord. Omaduste peidetud muutus toob kaasa ootamatu hädaabipuudulikkuse.
Loetletud sordid kehtivad mitte ainult seadmed tervikuna, vaid ka eraldi esemete ja sõlmede jaoks
Seda tüüpi peegeldab põhivara moraalse vanaandmise protsessi. See protsess on ilmuma sama tüüpi, kuid tootlikumate, majanduslike ja ohutute seadmete turul. Masin või paigaldamine on füüsiliselt täidetud ja võib toota tooteid, kuid uute tehnoloogiate või turul ilmuvate täiustatud mudelite kasutamine muudab vananenud majanduslikult kahjumliku kasutamise kasutamise. Funktsionaalne kulumine võib olla:
- Osaline. Masin on lõpetatud tootmistsükli jaoks kahjumlik, kuid see sobib üsna sobivaks mõnede piiratud toimingute kogumi rakendamiseks.
- Täis. Igasugune kasutamine toob kaasa kahju. Üksus, mille suhtes kohaldatakse mahakandmist ja demonteerimist
Funktsionaalne kulumine on jagatud ka selle põhjustamisega teguritele:
- Moraalne. Tehnoloogiliselt identsete, kuid rohkem arenenud mudelite kättesaadavus.
- Tehnoloogiline. Põhimõtteliselt uute tehnoloogiate väljatöötamine sama tooteliigi vabastamiseks. Viib vajadust ümber korraldada kogu tehnoloogilise ahela täieliku või osalise ajakohastamisega põhivara koosseisu.
Uue tehnoloogia ilmumise korral väheneb seadmete koosseis ja keerukus langeb.
Lisaks füüsilisele, ajutistele ja looduslikele teguritele seadmete omaduste ohutuse, kaudse mõju ja majanduslike tegurite ohutuse seisukohalt:
- Nõudlus toodetud kaupade järele.
- Inflatsiooniprotsessid. Toorainete, komponentide ja tööressursside hinnad kasvavad samal ajal ettevõtte toodete hindade proportsionaalse kasvuga.
- Konkurentide hinnasurve.
- Tegevustegevuseks kasutatavate krediiditeenuste maksumuse tõus või põhivara ajakohastamiseks.
- Toormaterjalide turgude hinnakõikumised.
- Seadusandlikud piirangud seadmete kasutamise kohta, mis ei vasta ohutusstandarditele ümbritsev.
Majandusliku vananemise ja tarbijaomaduste kaotsimineku suhtes kehtivad nii põhivara kinnisvara- kui ka tootmise rühmad. Iga ettevõte sisaldab põhivara registrit, mille puhul võetakse arvesse nende kulumist ja liikumist amortisatsiooni kokkuhoid.
Peamised põhjused ja võimalused kulumise määramiseks
Selleks, et määrata kulumise aste ja põhjus, iga ettevõtte, komisjoni peamiste fondide loomise ja tegutseb. Seadmete kulumine määratakse ühe järgmistest viisidest:
- Vaatlus. Sisaldab visuaalset kontrolli ja mõõtmise ja katsekompleksid.
- Tähtajaks. Määratakse kindlaks tegeliku kasutuseasutuse suhe normatiivseks. Selle suhte väärtust võetakse kulumise summa protsentides tingimustes.
- objekti riigi laiendatud hindamine toimub spetsiaalsete mõõdikute ja kaaludega.
- Otsene mõõtmine raha. Võrreldakse uue sarnase põhivara üksuse omandamise kulusid.
- kasumlikkus edasise kasutamise. Tulu suurendamine hinnatakse, võttes arvesse kõiki kulusid, et taastada omaduste taastamiseks teoreetilise sissetulekuga.
Milliseid meetodeid iga juhtumi suhtes kohaldatakse - otsustab komisjoni põhivarade eest, lähtudes regulatiivdokumendid ja lähteandmete kättesaadavus.
Raamatupidamise meetodid
Amortisatsiooni mahaarvamised, mille eesmärk on kompenseerida seadmete vananemisprotsesside kompenseerimiseks mitu meetodit:
- lineaarne või proportsionaalne arvutus;
- vähendatud jäägimeetod;
- koostamisperioodi jooksul;
- vastavalt väljastatud toodete mahule.
Tehnikate valik toimub ettevõtte loomisel või sügavas ümberkorraldamisel ning konsolideeritakse oma arvestuspõhimõtetes.
Seadmete käitamine vastavalt eeskirjadele ja määrustele, õigeaegsele ja piisava panuse amortisatsioonifondidele võimaldavad ettevõtetel säilitada tehnoloogilisi ja majanduslik tõhusus Konkurentsivõimelisel tasandil ja palun oma tarbijatele kvaliteetseid kaupu mõistliku hinnaga.
Saada oma hea töö teadmistebaasis on lihtne. Kasutage allolevat vormi
Õpilased, kraadiõppurid, noored teadlased, kes kasutavad oma õpingute teadmistebaasi ja töötavad, on teile väga tänulikud.
Postitatud http://www.albest.ru/
- Sissejuhatus
- 1.1 Abrasiivne kulumine
- 1.2 Väsimus kulumine
- 1.3 Jealse seljas
- Järeldus
Sissejuhatus
Auto tööprotsessis selle mõju tõttu on selle mõju tõttu mitmeid tegureid (koormuste, vibratsioonide, niiskuse, õhuvoolude, abrasiivsete osakeste mõju, autose tolmu ja mustuse löömise korral jne .), oma detailide kulumise ja kahjustustega seotud tehnilise seisundi korral on pöördumatu halvenemine, samuti muutusi mitmetes oma omadustes (elastsus, plastilisus jne). Hüdro-erosiivse abrasiivse kandmine
Auto tehnilise seisukorra muutus on tingitud selle sõlmede ja mehhanismide tööst, väliste tingimuste mõju ja auto ladustamisest ning juhuslike tegurite tööst. Juhuslikud tegurid hõlmavad autovaruosade peidetud defekte, ehituse ummikuid jne
Auto tehnilise seisukorra muutmise peamised püsivad põhjused selle toimimise ajal oli kulunud, plastist deformatsioonid, väsimus hävitamine, korrosioon, samuti füüsikalis-keemilised muutused osade materjalide materjalis (vananemine).
1. Metallpindade hävitamise liigid
Masinate tehnilise seisukorra muutuste protsesside tõhusaks haldamiseks ja mis õigustavad tegevuste osatähtsust masinate kulumise intensiivsuse vähendamiseks, iga konkreetse juhtumi määramiseks pindade kulumise tüübi määramiseks. Selleks seadistage järgmised omadused: pindade suhtelise liikumise tüüp (hõõrdekontakt skeem); Vahekeskkonna iseloom (vaade määrdeaine või töövedelik); Peamine kulumismehhanism.
Paigaldusmasinates on osade tööpindade suhtelise liikumise neli tüüpi suhtelist liikumist: libisemine, põletamine, löök, võnkumine (liigub suhteliste võnkumiste laadi, mille amplituud on 0,02-0,05 mm).
Vahemeediumi kujul eristatakse kulumist hõõrdumisega ilma määrdeta, hõõrdumise tõttu määrdeaine materjal, hõõrdumisega abrasiivse materjaliga. Sõltuvalt osade, määrdeainete või abrasiivse materjali materjalide omadustest, samuti nende kvantitatiivsetest suhetest konjugeerimise ajal, tekkivad erinevate liikide pindade hävitamine.
Kanda eraldatud järgmistesse tüüpidesse: mehaaniline (abrasiivne, hüdro- ja gaasi abrasiivne, erosioon, hüdro- ja gaas - erosiivne, kavitatsioon, väsimus, kulumine segamise ajal, kulumine fretingi ajal); Korrosiooniga mehaaniline (oksüdatiivne, kulumine fretimiskorrosiooni ajal); Elektrilise voolu (elektropoliit) toimimise all.
Mehaaniline kulumine toimub hõõrdepinna mehaaniliste mõjude tulemusena.
Korrosiooni mehaaniline kulumine on mehaanilise mõju tagajärg, millega kaasneb materjali keemiline ja (või) elektrilise interaktsiooniga söötmega.
Elektro-erosiooni nimetatakse pinna erosiooni kandmiseks heitmete kokkupuute tulemusena elektrivoolu läbipääsu ajal. Masinates leidub seda tüüpi kulumist elektriseadmete elemente generaatoritel, elektrimootoritel, samuti elektromagnetilistes startidel.
Sisse tegelikud tingimused Masinate matruskused jälgitakse samaaegselt mitme liiki kulumise liiki. Kuid reeglina on võimalik luua juhtiv kulumise tüüp, piirates osade vastupidavust ja eraldage see teiste pindade hävitamise tüübist, mis mõjutavad veidi konjugatsiooni jõudlust.
Peamise kulumise tüübi mehhanism määratakse kulunud pindade uurimise teel. Hõõrdepindade kulumise olemuse jälgimine (kriimustuste, pragude, värvainete jäljede jäljed, oksiidi kile hävitamine) ja osade ja määrdeainete materjalide omaduste tundmine ning andmed Abrasiivse, kulumise intensiivsuse ja konjugatsiooni režiimi olemasolu ja olemus võib olla täielikult põhjendatud. Konjugatsiooni kulumise vormis ja töötada välja meetmed masina vastupidavuse suurendamiseks.
1.1 Abrasiivne kulumine
Abrasiivi nimetatakse materjali mehaaniliseks kulumiseks, mis tuleneb vabas või fikseeritud olekus asuvate abrasiivosakeste lõikamise või kriimustamise tõttu. Abrasiivsed osakesed, millel on kõrgem kui metallist, kõvadus, hävitada pinnapind ja suurendada nende kulumist dramaatiliselt. Seda tüüpi kulumist on üks levinumaid. Sisse roadiautomaadidaH rohkem kui 60% kulumise juhtudest on abrasiiv. Selline kulumine leidub detailides pöördühendid, avatud laagrid libistades osade töökehad maanteesõidukite üksikasjad running osad ja jne
Abrasiivosakeste peamine allikas masinate liideses on keskkond. 1 m3 õhku sisaldab 0,04 kuni 5 g tolmu, 60 ... 80%, mis koosneb mineraalide suspendeeritud osakestest. Enamikul osakestest on mõõtmed d \u003d 5 ... 120 μm, s.t. maanteraatorite sidumise lüngad. Peamised komponendid tolmu: SiO2 ränidioksiidi, Fe2O3 raudoksiid, AL, CA, Mg, NA ühendid ja muud elemendid.
Masinate elementide kulumise tüübi määramisel on vaja eristada hüdro- ja gaasi-abrasiivse kulumise erosiooni, hüdrogaasoerosiumi ja kavitatsiooni kulumist.
Erosiooni nimetatakse vedeliku voolu ja (või) gaasi mõju tõttu pinna mehaaniliseks kulumiseks.
Vedeliku vooluhulga (gaasi) toime tagajärjel on hüdro-erosiivne (gaasi erosioon) kulumine.
Cavitional nimetatakse hüdro-erosiivse kulumise korral, kui tahke keha liigub vedeliku suhtes võrreldes, kus gaasimullid Slam lähedal pinna lähedal, mis loob kohaliku rõhu või temperatuuri. Selle liigi kulumist leidub kõige sagedamini torujuhtmete ja kogujate elementides töövedeliku või gaasi abrasiivsete osakeste puudumisel. Maanteel I. ehitusmasinad Erosioonitüübid kulumise tüübid ei ole iseloomulikud.
1.2 Väsimus kulumine
Väsimus nimetatakse mehaanilise kulumise tulemusena väsimus hävitamise deformeerida mikrovajandid materjali pinna kihi. Sellist kulumist täheldatakse enamikus paari maanteraaži masinate samaaegse kandjana. See toimub nii jooksva hõõrdumise ja hõõrdumise libisemisega.
Protsessi väsimus kulumise on tavaliselt seotud korduvate pingetsüklite kontaktis või libisedes. Pindade interaktsiooni protsessis nende ülemistes kihtides on pingete väljad. Pinge jaotamise skeem Kui silindri kontakt on piiratud elementide meetodi abil arvutatud tasapinnaga. Osade tööpinna hõõrdumise protsessis tekkivad maksimaalsed kokkusurumispinged ja selle materjali sügavuses jaotatakse suunatud puutuja pinged, mille maksimaalne vahemaa kaugusel kontaktpunktist on jaotatud.
Väsimuse kulumise intensiivsus määratakse järgmiste teguritega: jääkpingete ja pindade pinge kontsentraatorite olemasolu (oksiidid ja muud suured kandjad, dislocations); pinnakvaliteet (mikropärid, reostus, mõlgid, kriimustused, kriimustused); Laadige jaotus konjugatsioonis (elastne deformatsioon, kaldeosad, kliirens); hõõrdumise tüüp (veeremine, libisemine või libisemine libisemisega); Määrdeaine olemasolu ja tüüp.
Materjali väsimuse kulumise protsessi on kaks mudelit. Teooria väsimus kulumise, välja töötatud rühma teadlased juhtimisel I.V. Krageelsky. Selle teooria kohaselt võib hõõrdumise pinna osakesi eraldada ja ilma ühe osa mikropiarude kasutuselevõtmiseta konjugatsiooni teise detaili pinnakihtide. Seljatel võib tekkida väsimuse tõttu mikrovipos materjali, mis tulenevad mitme surve ja venitava jõupingutusi.
Väsimuse kulumist täheldati kõige sagedamini kõrgete kontaktkoormuste all veeremise ajal ja libiseb ühe pinna teisele. Sellistel tingimustel on näiteks käigurattad, rasked käigukastid ja valtsõidulaagrid, käiku kroonid. Osade tööpindade väsimuse kulumine on kaasas müra ja vibratsiooni suurenemine kulumise suurenemise tõttu.
Materjali väsimus kulumine võib olla mõõdukas ja progresseeruv. Tavapärane mõõdukas kulumine enamiku hõõrdepaaride jaoks ei ole ohtlik ja detailid, millel on väsimus kahjustusi, võib kasutada pikka aega. Progresseeruv kulumine toimub kõrge kontakt pingetega, kaasas pinna intensiivne hävitamine ja võivad kaasa tuua osade jaotuse (näiteks käikuhamba).
Tööpindade intensiivse abrasiivse kulumisega esineb nende hävitamine kiiremini kui väsimuse pragude moodustumist, mistõttu ei täheldata sellistel juhtudel reeglina.
Väsimuse kulumine avaldatakse ka elastomeersete materjalide osade interaktsiooni. Nende materjalide elastsed omadused võimaldavad reprodutseerida vastupidise tahke pinna karedust libisemisprotsessi ajal, mis omakorda toob kaasa materjali mitme tsüklilise laadimise. Kui tahke pinna eeskirjade eiramise eendid on ümarad kuju ja ei põhjusta abrasiivset kulumist, võib tekkida kahjustusi elastomeeri pindalakihtide kihtide korral kokkusurumise, venitamise ja vahelduvate puutujate pingete korduvate pingete korral. See väsimusmehhanism põhjustab suhteliselt madala intensiivsuse kulumist, mis suurendab oluliselt tsükliliste pingete toimel oluliselt pikka aega.
1.3 Jealse seljas
Selja seljas ummistumise ajal põhjustatud materjali sügava purunemise tulemusena edastada see ühest hõõrdepinnast teise ja kokkupuudet konjugaadi pinnale eiramisse. Selle liigi kandmine on üks ohtlikumaid ja hävitavaid. Sellega kaasneb vastupidav ühend hõõrdepindadega. Hõõrdumise protsessis viib pindade suhteline liikumine ühe pinna metallosakeste eraldamisele ja lisades need teisele kindlale pinnale.
Kaamera mehhanismis, kui tal on oluline roll osade osade osade aatomi molekulaarne koostoime, esinedes pindade lähenemise ajal. Erinevalt teiste liikide kulumisest, mis nõuab teatud aega protsessi väljatöötamisel ja hävitava kahju tekkimisel, tekib pinna hävitamise segamine üsna kiiresti ja põhjustab tõsiseid kahjustusi (petuskeemid ja valamud).
Metallvõlakirjade moodustamise protsess sõltub konjugeeritud pindade omadustest (nende olemus, kõvadus), samuti nende töötlemise meetoditest. Oksiidi kilede juuresolekul metallide pinnal sõltub segamise protsess ka nende oksiidide omadustest. Kaitsekile, mis ühendavad põhimetalliga kindlalt ja suudavad hävitamise ajal kiiresti taastada, vältida metallide kogumist.
Metallide paisumise ajal tekkinud kandmine toimub mehaaniliste omaduste positiivse gradiendi reegli rikkumise tõttu hõõrde tingimustes ilma määrdeaineteta või selle ebapiisava kogusega. Rulli hõõrdumisel piiri määrimise tingimustes täheldatakse ka harude materjalide ja segamise põhjustatud kulumist. Klassiruum toimub kohalikul rasvakultuuril ja metalli kontakti paigaldamine. See on võimalik mitte ainult määrdeainete tarnimise lõpetamisega, vaid ka konjugatsiooni üldise ülekoormuse tõttu, õlitemperatuuri järsk tõus pinnakihtides, kohalikul temperatuuril vilgub jne.
Kaaskandumine vangla ajal leidub kõige sagedamini käiguvahetuses. Võimalusega kokku puutuda kõikide tüüpide kuuma ülekandega samade koormuste tingimustes, püügivahendeid saab paigutada järgmises järjekorras: silindrilised ülekanded sisemise ja välise kaasamisega; koonilised ülekanded sirge, kaldus ja spiraalhambad; Hõlmav ja kruvi ülekannetes madalaim saastumisresistentsus. Seda seletab asjaoluga, et hüpoid- ja kruvivahenditel on suurim libisemine hammastest. Seljas seljas ummistuse ajal esineb ka palli- ja rull-laagrid, tugevalt laaditud jooksva toe.
1.4 Korrosiooni mehaaniline kulumine
Korrosiooni mehaanilist kulumist iseloomustab hõõrdematerjali protsess, mis on keskmise keemilise suhtlusega sõlmitud. Samal ajal moodustatakse metallpinnal uued, vähem vastupidavad keemilised ühendid, mis sidumise ajal eemaldatakse kulumistoodetega. Korrosiooni-mehaaniline kulumine hõlmab oksüdeeriva kulumise ja kulumise ajal freting korrosiooni.
Oksüdatiivset nimetatakse kulumiseks, milles pinna hävitamise põhiline mõju on hapniku või oksüdeeriva keskkonnaga materjali keemiline reaktsioon. See tekib rullimisel määrdeaine või ilma määrdeaineta. Oksüdatiivse kulumise kiirus on väike ja on 0,05 ... 0,011 um / h. Protsess aktiveeritakse temperatuuri suurenemisega, eriti niiskes keskkonnas.
Seljades freting-korrosiooni on korrosiooni-mehaaniline kulumise kontaktavaid kehasid väikeste võnkuvate suhteliste liikumise. Seda tüüpi kulumine erineb kulumisest madala ostsillatoorsete suhteliste liikumiste mehaanilise kulumise mehaanilise kulumisega. Peamine erinevus seisneb selles, et kulumise ajal toimunud kulumine toimub ilminguta oksüdeeriva keskkonna puudumisel keemiline reaktsioon Osade ja hapniku kandmise materjalid. Arvestades seda, ei ole raske juhtida analoogiat mehhanismides, mis on ettevaatlik, mis on ettevaatlik ja freting-korrosioonis kulumise arendamise mehhanismides.
Seljas puder ja freting-korrosiooni ajal esineb tavaliselt konjugeeritud pindade šahtidega ratastega surutud neid, sidurid ja rõngad rulllaagrid; rataste teljed ja jaoturid; vedrude tugipindadel; pikaajalistel liigestel, paigaldatud pinnad nops ja sooned; Mootorite ja käigukastide toetusel. Eeltingimus Varjastamise korrosiooni esinemine on konjugeeritud pindade suhteline libisemine, mida võib põhjustada vibratsioon, vastastikune liikumine, perioodiline painutamine või konjugeeritud osade keeramine. Fretimisprotsessiga kaasneb mikrokomponentide seadistus, oksüdatsioon, korrosioon ja väsimus hävitamine.
Freting-korrosiooni tulemusena vähendatakse pinna vastupidavuse piirmäära 3-6 korda. Konjugaatide osade pindadel on moodustatud konjugaatide, pihustite, küpsetusplaatide, sööda, valamute, samuti pindade mikrokoorte kohta. Freaking-korrosiooni tõttu eristusvõime on valamu hõõrdepindade olemasolu, milles spetsiifilise värvide tihendatud oksiidid kontsentreeritakse. Erinevalt teiste liiklaste kulumisest ärge korrosiooniga ei saa peamises massis tooteid väljuda osade tööpindade kontaktist.
Freting-korrosiooniga kandmine toob kaasa ühenduse mõõtmepõhimõtte rikkumise (kui osa kulumistoodetest leiab kontaktvööndist väljundit) või eemaldatavate ühenduste segamist ja segamist (kui kulumissaadused jäävad hõõrdevööndisse). Freting korrosiooni, madala kiirusega (umbes 3 mm / s) suhtelise liikumise pindade ja tee (0,025 mm) hõõrdumise võrdväärse võnkumiste amplituudiga, sagedusega võnkumiste kuni 30 Hz ja rohkem; Väikeste suhteliste nihkete tõttu kehtivate kontaktandmete pinnakahjustuse lokaliseerimine; Aktiivne oksüdatsioon
Kui metlatomeersete materjalide koostoime metallosadega täheldatakse ka seadistuse nähtust. Elastomeer kulub välja, kui hõõrdekoefitsient selle ja tahke pinna vahel on üsna suur ja elastomeeri tugevus rebend on väike. Kui materjali pinnakihid on maksimaalse deformatsiooni seisundis, ilmub slaidi suunas risti nullist või väike pragu. Järgmisena on elastomeeri elastse materjali osa järkjärguline purustamine, mis on tahke pinnaga seadistamise seisundis. Samal ajal keeratakse pinnalt eraldatud elastomeerikiht rullile ja moodustab kulumise osakese. Elastomeeride kulumise intensiivsus sel juhul sõltub märkimisväärselt määrdeainete temperatuurist, koormusest ja tüübist. Määrdeaine valimine, võttes arvesse elastomeeri väliseid tingimusi ja elastseid omadusi, saate seda tüüpi kulumist täielikult kõrvaldada.
Protsessi kulumise ajal friging korrosiooni hõõrde tingimusteta ilma määrdeaineteta võib jagada kolme etappi.
Esimeses etapis on kaasas väljaulatuvate ja oksiidifilmide hävitamine tsükliliselt korduvate ostsillatoorsete suhteliste liikumise tõttu kõrge koormusega seotud pindade kokkupuutel. Protsessid kõvenemise materjalide ja plastist deformatsiooni väljaulatuvate mikrovalgede, põhjustades pindade lähenemist. Rapid pinnad põhjustab molekulaarse koostoime ja seadistades metalli eraldi kontaktpunktides. Väljaulatuvate väsimuste tõttu hävitamine ja sõlmede seadistamise tõttu tekitab kanda tooteid, mille osa oksüdeeritakse. Seda etappi iseloomustab kõrgenenud kulumine monotoonselt väheneb kulumiskiirusega.
Teises etapis koguneb väsimus kahjustused pinnakihtidesse. Hõõrdumisvööndis moodustub korrosiooniga toimeaine hapnikuõhu ja niiskuse toimel. Pindade vahel luuakse elektrolüütiline sööde, mis intensiivistavad metallpindade oksüdeerimise protsessi ja nende korrosiooni hävitamist. Selle etapi jaoks on kulumisprotsessi stabiliseerimine iseloomulik, kulumiskiiruse vähenemine võrreldes kiiruse kiirusega esimeses etapis.
Kolmandas etapis väsimuse korrosioonprotsesside tõttu hakkavad metallide keerukad pinnakiht intensiivselt suurenema kiirusega järk-järgult. Protsessil on korrosiooniga väsimus hävitamise olemus.
Pindade hävitamise intensiivsus phreatilise korrosiooni ajal sõltub võnkumiste amplituristidest ja sagedusest, osade ja keskkonna materjalide materjalide omadustest.
2. Kaamera ja kehakahjustuste põhilised põhjused
Kulunud ja keha kahjustusi võib põhjustada erinevatel põhjustel. Sõltuvalt rikke põhjusest jagunevad need operatiivseks, struktuurseks, tehnoloogiliseks ja tulenevad ebaõige säilitamise ja kehahoolduse tõttu.
Töötamise ajal kogevad elemendid ja keha sõlmed dünaamilised pinged vertikaaltasapinnal ja keerates, koormus oma massist, kauba ja reisijate massist.
Olulised pinged aitatakse kaasa ka keha kulumisele ja selle sõlmite kulumisele, mis tekivad keha kõikumiste tõttu mitte ainult siis, kui see liigub nende eeskirjade eiramiste rikkumise ja võimalike naljade ja löökide üle, vaid ka selle tegevuse tõttu Mootor ja vead, mis tasakaalustavad autode šassii (eriti kardaanvõllide) pöörlevate sõlmede ja raskuskeskme erapooluse tagajärjel pikisuunas ja põiksuunas.
Koormusi saab tajuda keha täielikult, kui autol ei ole šassiiraami või osaliselt keha paigaldamisel raami paigaldamisel.
Uuringud on näidanud, et muutujad pinge akti ulatuse järgi keha elementidel auto toimimise ajal. Need rõhutab põhjustada väsimuse kogumist ja põhjustada väsimuse hävitamist. Kigutusse hävitamine algab stressi akumulatsiooni valdkonnas.
Sisenevate autode kehastesse kapitaalremontSeal on kaks põhirühma kahjustuste ja vigade: kahjustuse tulemusena suurenevate muutuste keha.
Nende hulka kuuluvad loodusliku kulumise, mis esinevad normaalse protsessi tehniline ekspluateerimine Auto, kes on püsiva või perioodilise mõju tõttu selliste tegurite nagu korrosioon, hõõrdumine, puidust osade mädanemine, elastsed ja plastist deformatsioonid jne; Talrfunktsioonid, mille ilmumine on seotud isiku tegevusega ja tagajärjed konstruktiivsete vigade, tehasepõstususe, keha ja hooldusreeglite keha rikkumise tõttu (sealhulgas hädaolukorra), keha halva kvaliteedi parandamine.
Lisaks tavapärasele füüsilisele kulumisele autotööstuse ajal rasketes tingimustes või hooldus- ja ennetusreeglite rikkumise tulemusena võib tekkida kiirendatud kulumine, samuti keha üksikute osade hävitamine .
Iseloomulikud kulumise tüübid ja kehakahjustused auto toimimise ajal on keha pinnal tekkivad metallkorpus kemikaali või elektromehaaniliste mõjude mõju all; Rivetide ja keevitatud liigeste, pragude ja purunemise tiheduse rikkumine; Deformatsioon (mõlgid, skews, läbipainde, väändumine, tagasi lükatud).
Korrosioon on keha metallkorpuse peamine tüüpi kulumise tüüp.
Keha metallosades leitakse kõige sagedamini elektrokeemiline tüüpi korrosiooni tüüp, milles metall reageerib õhust adsorbeerunud elektrolüüdilahusega ja mis ilmub nii niiskuse otsese süstimise tulemusena kaitsmata metallpinnale Pinnad ja kondensaadi moodustumise tulemusena oma tootmisharude ja uksed, külgede, katuste jne sisemiste ja väliste paneelide vahel). Korrosioon areneb eriti väikestes lünkades raskesti ligipääsetavatesse ja puhtatesse kohtades, samuti äärikute ja servade painutamisega, kus niiskust, mis perioodiliselt langeb neid, võib pikka aega säilitada.
Seega mustus, sool ja niiskus, mis stimuleerivad protsessi korrosiooni arengut saab koguda ratastega niššidesse; Keha põhja ei ole korrosioonitegurite mõju suhtes piisavalt vastupidav. Korrosiooni koosseisus on suur mõju atmosfäärile, selle reostusele erinevate lisanditega (tööstusettevõtete heitkogustega, nagu väävelotsioksiid, moodustunud kütusepõletamise tulemusena; ammooniumkloriid, mis sattuvad atmosfääri aurustamise tõttu merede ja ookeanid; tahked osakesed tolmu kujul) ja ka ümbritseva keskkonna temperatuur ja muud atmosfääris sisalduvad tahked osakesed või keha pinnal lõuendist põhjustavad keha metallpinna abrasiivset kulumist. Suurendamise temperatuuriga suureneb korrosioonikiirus (eriti agressiivsete lisandite ja niiskusesisalduse juuresolekul atmosfääris).
Maanteesoola talvkatted lume ja jää eemaldamiseks ning autotöös mererannikul toob kaasa auto korrosiooni suurenemise.
Korrosiooni hävitamine kehas leitakse ka terasest osade kontakteerumise tulemusena mõnede muude materjalide (DuraLuruktomiini, väävliühendite sisaldava kummi sisaldava kummi sisaldava kummi sisaldavate detailidega, mis põhinevad fenoolvaigudel ja teistel, samuti metallist kokkupuute tulemusel Väga märg saematerjali. Mis sisaldab märgatavat orgaaniliste hapete kogust (siori et al.).
Seega on uuringud näidanud, et polü-isobutüleeniga kokkupuutumise ajal on metalli korrosiooni kiirus päevas 20 mg / m2 ja sama terasega silikoonkummiga kokkupuutes - 321 mg / m2 päevas.
Seda tüüpi korrosiooni täheldatakse erinevate kummitihendite koostise kohastes kroomi dekoratiivsete detailide (esitulede jne) korrigeerimispaketites.
Korrosiooni tekkimisele kehaosade pinnal esitab kontaktfirm ka koha korrosioonikeskkonna ja hõõrdumise samaaegse toimega, kusjuures kahe metalli pindade võidete liikumine üksteise suhtes korrosioonikeskkonnas. Seda tüüpi korrosiooni allub ukse ümber perimeetri ümber, tiivad nende ühendamise kohtades keha poldid ja muud metallosad keha.
Kui auto värvimine, keha hoolikalt valmistatud värvi keha pinnad ja saastunud õhu võib tekkida. See ei ole piisav kvaliteetne kate, mis toob kaasa ka keha korrosiooni.
Keha korrosiooni protsess toimub kas ühtlaselt olulisel alal (joonisel fig 1 kujutatud pinna korrosioon) või korrosioon on metalli paksuses, moodustades sügava lokaalse hävimise, valamute, plekke metallpinna eraldi punktides (punkti korrosioon on näidatud joonisel fig 2).
Joonis 1 - Pinna korrosioon auto tiivale.
Joonis 2 - punkt korrosioon autoga.
Tahke korrosioon on vähem ohtlik kui kohalik, mis viib keha metallosade hävitamiseni, tugevuse kadumise kadumise järsu languseni korrosiooni väsimuse piirmäära ja keha korrosioonisõbraliku jaoks.
Sõltuvalt töötingimustest, mis aitavad kaasa korrosiooni, kehaosade ja komponentide tekkimisele, võib jagada, millel on avatud pinnad seisavad lõuendi pooled (põranda, tiibade, rattakaarede, ukse künniste allosas, radiaatori katmise allosas olev , mille pindadel, mis on keha mahu piires (raami, pagasiruumi, põrandaosas) ja suletud isoleeritud mahu moodustavate pindade (raami peidetud osad, välisukse allosas, jne) .
Metalli töötlemise tehnoloogia tehnoloogia rikkumise tõttu tekkivad korpus praod Madala kvaliteediga terase kasutamine, metalli toimed ja korrosioon järgneva mehaanilise koormusega, sõlmede ja nende osade defektid ning mitte piisavalt vastupidav sõlme disain.
Praod võivad olla moodustatud metallkarpide mis tahes osa või osaga, kuid kõige sagedamini vibratsioonile kalduvus.
Joonisel fig 3 on kujutatud auto gaasi näite peamine kehakahjustus - 24.
Joonis 3 - Auto Gaz-24 "Volga" kehas leitud kahju
1 - Pursi praod; 2 - Häired keevitatud ühendamise strutil või kiirustada Gov raami raami; 3 - rünnakud; 4 - Esipaneelil praod ja esirataste porialaatorid; 5 Windowsi raamide pragud; 6 - Sügavad mõlgid Windowsi rack paneelil; 7 - Windowsi avamise skew; 8 - Esitugevuse klambri eraldamine; 9 - kehabaasi pragud; 10 - Keevitatud kehade osade katkemine; 11 - Tugevdatud vihmaveerennid; 12 - Välispaneelide mõlgid suleti sisemuse üksikasjadega, pärast redigeerimis- või Richtovka-13-d redigeerimist või Richtovka-13-d 14 - pandekside eraldamine kinnitus- või pragude kohta riiulites; 15 ja 16 - pagasiruumi kate kohalik korrosioon; 17 - pagasiruumi sihtklamber; 18 - Kohalik korrosioon kehabaasi tagaosas; 19 - Lehma tagumise paneeli põhjaosad tagatulede kinnitamise kohtades; 20 - Kohalik korrosioon Mudguard'i allosas - 21 - korrosioonirünnak ja muud väikesed mehaanilised kahjustused; 22 - Kohalik korrosioonikaar ratas; 23 - tagumine tiibade mudguard kiirustamine; 24 - keevitatud rikkumine. Kombineerides Mudguard kaarega; 25, 32 - krakitud istmete kinnituspaikade alusel; 26 - Kohalik korrosioon tagaukse seista ja keha põhjas. Põnev tagumine spar-võimend; 27 - pragud keha põhjal tagumise vedrude ja teiste sulgude kinnitamise kohtades; 28 - mõlgid rack-i paneelil ja keskse hammasratta paneelil; 29 - hoidjate eraldamine lukustuse lukud ja keha ukse silmus; 30 - Kohalik korrosioon külgseina keskosa allosas; 31 - keha põhibaasi kohalik korrosioon ja pragud; 33 - keha ukseavade discars; 34 - Põhipiiride tahke korrosioon; 35 - Sparsi baasbaasi (lüngad) mõlgid; 36 - lõime purustamine kinnitusseadme ja ukse silmuste plaatidele; 37 - ukselukk kate; 38 - keha külgseina paneelil (võimalikud vaheaegadega); 39 - kohalik korrosioon eesmise riiuli allosas; 40 - korrosioonivastase katte langemine; 41 - Gay-Coderzhatley eraldamine; 42 - koordinaatide samaaegsus number 1; 43 - Esipaneeli praod struti kohtades; 44 - Paigaldusplaadi esipuhvri eraldamine; 45 - radiaatori kilbi pragud; 46 - Kohalik korrosioon võimendi jagamisel; 47 - Sparkide kinnitamise kohtades praod; 48 - Klambri neetide ühendamise nõrgenemine; 49 - Area arendamine kevadel kõrvarõngaste sõrme all ja tagumise vedrude esiklambris; 50 - keha kehaaluse võimendi eraldamine; 51 - Amortisaatorite kinnitamise kulumine; 52 - Paigalduspaikade pragud kütusepaak; 53 - teravate nurkade või alumise paneeli lüngad; 54 - Tahke korrosioon tagapaneeli põhjas; 55 - praod amortisatsiooni kohtades; 56 - Crasteni võlli korpuse praod
Keevitatud liigeste hävitamine sõlmedes, mille osad on ühendatud punkti keevitamisega, samuti keha tahkete keevisõmbluste tõttu võib tekkida halva kvaliteediga keevitamise või korrosiooni ja välisjõudude mõju tõttu: kohtuasi vibratsioon dünaamilise koormuse, kaupade ebaühtlane jaotus keha laadimise ja mahalaadimise ajal.
Hävitamise andmed on esitatud joonisel 4.
Joonis 4 - Keevitatud ühendite hävitamine korrosiooni mõjul
Hõõrdumise tulemusena esineb silmuste, polsterduse, rasvapoldete ja poldiühenduste augedes detailides detailides.
Juuksulad ja need vabastatakse paneelides, samuti keha laimamine ja diagonaalid, mis tulenevad jääkide deformatsioonist, kui nad tabavad või halvasti teostatud tööd (montaaž, remont jne).
Kontsentratsioon pingete ühendite üksikute elementide korpuse avadesse uksed, aknad, samuti liigeste elemendid suurte ja madala jäikus võib olla põhjus osade hävitamise, kui nad ei ole täiustatud.
Keha struktuurides pakutakse tavaliselt vajalikke kõvaühendusi, individuaalsete osade suurendamist lisateabega, jäikade ribide ekstrudeerimiseks.
Kuid protsessi pikaajalise toimimise keha ja protsessi selle remont, eraldi nõrk lingid saab ilmneda keha korpus, mis vajavad kasu või muuta keskpunktide disaini, et vältida sekundaarsete jaotuste välimust.
Järeldus
Auto tehnilise seisukorra muutmiseks mõjutavad oluliselt: \\ t teedel (Tehniline kategooria tee pinna vaatamine ja kvaliteet, nõlvadel, ronimine tõstatab, ümardades RADII tee), liikumise tingimused (intensiivsed linna liiklus, maanteeliiklus), kliimatingimused (ümbritseva keskkonna temperatuur, niiskus, tuulekoormus, päikesekiirgus), hooajalised tingimused (Tolm suvel, mustuse ja niiskuse sügisel ja kevadel), keskkond agressiivsus (mereõhk, soola talvel, tugevdades korrosiooni), samuti transpordi tingimused (auto koormus).
Abstrakti täitmise tulemusena uuriti auto keha keha hävitamise peamisi liiki auto keha hävitamise.
Nende hulka kuuluvad selline hävitamine nagu väsimus kulumise ja korrosiooni mehaanilise kulumisena.
Auto korrosioonide osade vähendamiseks ja peamiselt keha peab säilitama oma puhtuse, et teostada õigeaegset hoolt värvi ja selle taastumise, et tekitada varjatud kehaõõnsuste ja muude korrosioonosijatevastane ravi.
Välise hävitamise ja plastist deformatsioonide vältimiseks järgneb see rangelt auto tööreegleid, vältides selle töö piirmäärade ja ülekoormusega.
Kasutatud allikate loetelu
1 tulemuste põhitõdesid tehnilised süsteemid Uuringud. Ülikoolide jaoks V.A. Zorin Academy, 2009. - 206 lk.
2 usaldusväärsust sõiduk "Usaldusväärsuse ja diagnostika teooria põhialused" / V. I. CALM. - Orenburg: kirjastus OGU, 2000. - 100 lk.
3 mobiilseadmete / K.V usaldusväärsus. Schurin; M-haridus ja teadus kasvas. Föderatsioon: OGU, 2010. - 586 lk.
4 Transpordi masinate vastupidavuse suurendamine: uuringud. Ülikoolide / V. A. Bondarenko [ja teised] käsiraamat. - m.: Mehhaaniline ehitus, 1999. - 144 lk.
5 põhitõdesid usaldusväärsuse teooria mootorsõidukid: Uuring.-meetod. Käed. Ürituse õpilaste jaoks. Koolitusvormid erialade "150200, 230100" / V. I. Rosidoye. - Orenburg: OGU, 2000. - 36 lk.
Postitatud Allbest.ru.
...Sarnased dokumendid
Tehnilise kontrolli süsteemi moodustamise meetodid ja remont. Konjugaadi osade kulumine ja kulumine. Klassifikatsioon kulumisliikide. Tehnilise valmisolekute koefitsient kui ATP teenuse peamine näitaja. Majanduslik ja tõenäosuslik meetod.
uurimine, lisatud 04/08/2010
Rattapaari disain. Ratastega auru tüübid ja nende peamised mõõtmed. Analüüs kulumise ja kahjustamise ratta auru ja põhjuste nende moodustumise. Kogu valtsitud rataste talitlushäired. Tootmisprotsess remont. Parandatud rataste auru vastuvõtmise maatükk.
kursuste, lisatud 04/10/2012
Depot'i tootmise omadused. Struktuur, koostis, tootmise funktsioon remondi osakond või krundi. Remondiosakonna seadmete paigutus. Elektri kompositsiooni üksikasjad ja komponendid. Kulumise ja kahju kõrvaldamine.
praktikaaruanne, lisatud 07.01.2014
Kanda teooriat. Demonteerimine ja paigaldamine masinate töötingimustes. Seadmed, mida kasutatakse kokkupanekutööks. Traktorite registreerimise järjekord registreerimise ja deregiooni ajal. Hoolduse ja remondi aastaplaani koostamine.
uurimine, lisatud 15.04.2009
Tööparameetrid ja põleva segu kogus. Sisselaskeava, tihendamise ja põletamise protsess. Töövedeliku indikaatorparameetrid. Automootori peamised parameetrid ja pesakond. Kolbirõnga arvutamine karburaatori mootor. Kolvi sõrme arvutamine.
kursuste tegemine, lisatud 03/15/2012
Keha ja kajutite defektid. Tehnoloogiline protsess Kehavarude ja kajutite remont. Mittemetalsete kehaosade remont. Autode remondi kvaliteet. Väikesed laimamine õrnade lektaalsete pindade kohta, mis on nähtavad külgvalgustusega. Mõlgid.
kursuste, lisatud 04.05.2004
Pinna kihi kandmine, osa materjali, kuju, suuruse ja kaalu omaduste muutmine. Põllumajanduse remonditööde tehnoloogiline protsess. Mootori silindri silindri zil-130 taastamine, kasutades täiustatud vorme ja parandusmeetodeid.
kursuse töö, lisas 03/24/2010
Traktori siduri väärtuste variaarseeriate seeria moodustumine. Statistilise kulumise koostamine, eksperimentaalse ja kogunenud tõenäosuse määramine. Graafikute, histogrammide ja hulknurga ehitus kogenud kulumisväärtuste jaotus.
uurimine, lisatud 01/11/2014
Teave kaasaegsete autoorganite seadme kohta. Kere sõiduautod. Eesmärk, struktuur ja töö. Omadused operatsiooni. Kehavarude tehnoloogilise protsessi struktuur. Peamised vead. Elemendid ja inventar.
lõputöö, lisatud 31.07.2008
Organisatsiooni põhimõtted hooldus ja remondimasinad, nende osaluse tehnoloogia, parandamise meetmete väljatöötamine. UAZ-469 auto ja ZMZ-402 vastuvõtmise ja väljastamise tehnoloogiline protsess, sõlmede demonteerimise protsess ja nende masinate üksikasjad.
Selle artikli peamine küsimus on, kas enneaegse mootori kulumise jaoks ei ole madalate pöörete ratsutamist? Ja millised režiimid on kõige "kulumise" ...
Ekspertide preparaat on üldiselt arusaadav. Mootor on sama: VAZ "kaheksa punkt". Stand, seadmed, bensiin ja mitu õli kanister - iga katsetsükkel nõuab selle asendamist. Ülesanne on lihtne - sa pead "sõita" sama kauguse ühe kiirusega, kuid kasutades erinevaid mootori töörežiime. Erinevatele käikudele ...
Kuidas seda saavutada? Võite minna samal kiirusel, säilitades mootori pöörlemiskiirust ja 1500 ja 2500 ja isegi 4000 p / min. Mida kõrgem on revid - madalam edastus, on oluline, et mootori väljastatud võim oleks sama. Seisu peal on lihtne - mõõta pöördemomenti vastavalt dünamomeetrile, on revid tuntud - seetõttu ja võimsus teab. "Kiirus" paljuneb ilm, mida me ka lahendame - siin on läbisõit.
Mis kulumine on raskem - iga kord, kui mootor on töötanud kindlaksmääratud ajal, mootor lahti ja kaalub peamised osad moodustavad hõõrde sõlmed, need on vooderdised laagrid ja kolvirõngad. Plus, täiendava vahepealse kontrolli, mis viiakse läbi, määrates naftaproovide kulumistoodete sisu määramisel. Leitud kroomitud - seetõttu kantakse esimesed kolvirõngad; Avastatud raud-silindrid ja võlli kaelad; Tin ilmus - see määratleb laagrite kulumiskiiruse (kuna see kuulub äratuskihtioni kihina); Alumiinium on kolvide ja nukkvõllide laagrite kulumise tagajärg.
Mootor on töötanud kindlaksmääratud püsivate režiimide puhul umbes sama võimsusega 50 tundi. Vähe ressursi jaoks, kuid me saame kanda kiirusi ja seejärel lihtsa ekstrapoleerimisega ja ligikaudse mootoriga ressursiga. Sellisel juhul muutus katsetsüklite mootori käive 1200 kuni 4000-ni, mis on rohkem kui kolm korda. Ja siis suurenes mootori koormus - ja ta sõitis uuesti tsükli. Ja siis - rohkem ... See osutus lahtise tabeli, kus kulumiskiirus registreeriti iga režiimi režiimi jaoks ja sõlmede eraldatud laagrid ja rõngad.
Seega muutub mootori esimese kolvi rõngaste keskmine kulumiskiirus, kui režiim muutub
Aktiivse kulumise "mustad tsoonid" näitasid kohe. Kõige tõsisem - kui suur koormus on väikeste pöörete peal ja kõrge temperatuur Õli. Selle režiimi kulumiskiirus on maksimaalne - nii laagrite kui ka kolvirõngaste jaoks silindritega. Mootorid nimetatakse selleks piirkonnaks zone pukseerimisrežiimid.
Suurendavate pöörete korral hakkas kulumisvöönd kohe vähenema ja kusagil 1800 pööret minutis - kadunud. Kõik hõõrdumissõlmed "Surfaced" naftakile, otsekontakti osade pindade vahel kadunud - ja sellega ning kulumiskiirus muutus peaaegu nullil. Kuid on vaja aru saada, et ajakavade kulumise kiiruse null ei tähenda, et see ei tähenda, et see ei ole nende režiimide kulumine vähem mõõtmisviga. Praktikas ei ole muidugi nii. Tolmu mikroosakesed, Kanda tooteid, ütleb, kannatab Õlifilterannab mingi kulumise ja siin.

Ja nii - ühendavate vardalaagrite lisamine
Rotatsiooni sageduse suurendamisega väntvõllKaameratsoon hakkab ilmuma ja kasvama. Meie puhul on juba kuskil 3800 pööret minutis suure koormusega ja edasi arenenud. Lisaks siin kandma laager ja kolvirõngad silindritega käitub erinevalt. Kiiremad asjad kõrged revid Hakkab tundma väntvõlli laagreid. Miks? Fakt on see, et kasvavate pöörete suurendamisega suurenevad laagrite koormused järsult - inertsiaalsete jõudude rõhk revolutsioonidest sõltub ruudust. Kuid rõngad saadakse uuesti pöörlemiskiirusest - kusagil 4500 p / miniga ja seal on see peamiselt suureneva õlitemperatuuri tõttu.
Kus on kõige soodsam mootori operatsiooni tsoon? Oleme kogenud Vaz "kaheksad" (ükskõik, karburaator või süstimine, kaheksa või kuueteistkümnendal klapp), optimaalsete pöörete tsooni, kus mootor suudab tajuda mis tahes koormusi ilma kahjudeta iseenesest, on umbes 2000 ... 3000 rpm. Siin võtame arvesse, et mootori algseisund võib olla erinev ja mootoriõlid - Samuti ... Põhimõte on lihtne - suurem mootor on, seda kõrgem on madalam ja madalam nullünoloogiliselt töötsoonide ülemise piiri. Mida suurem on õli viskoossus, seda rohkem rohkem madal kiirus Te saate mootori turvaliselt saata. Kuid täpseid numbreid ei ole - see on väga individuaalselt.
Ja kuidas seostada teise mõõtme mootoritega? On üks konks ... põhimõtteliselt ei tunne mootori hõõrde sõlmede käive, vaid osade pindade liikumise lineaarsed kiirused. Selline mootori parameeter on olemas - kolvi keskmine kiirusSee on väntvõlli pöörlemissagedusega kolvi produkt, mis on jagatud kolmkümmend. Vahemik, mis me saime, vastab umbes keskmisele kolvi määrad 5 ... 7 m / s. See tähendab, et "pikaajalised" mootorid, mis kolvi insult on suurem kui läbimõõt, muutub optimaalsete režiimide tsoon madalamatesse pööretesse piirkonda. Siit - ja nende "elastsus". Optimaalsete režiimide lühiajalise sageduse tsoon liigub suurematele pööretele.
Muide, selle vahemiku muutuste vahemikus keskmise kolvi määrad on tavaliselt kehtestatud määrata peamised mootorite käitamisvööndid suurte ressurssidega. Laeva diiselmootorid, diisel generaatorid jne
Nii - võtke oma mõõde, täitke elementaarsed toimingud ja ligikaudne oma ohutute revolutsioonide valikut. Aga see on nii, umbes ...
Üldiselt on järeldus arusaadav. Mootor on kahju nii madala kiirusega režiimide raskete koormuste ja äärmise pöörete. Alexander Shabanov