Vložky klikového hřídele jsou všechny nuance. Symptomy pro nahrazení tyčových vložek mytí tyče klikové hřídele
Motor je komplexní vícesložkový mechanismus, z nichž každý detail poskytuje správný a vyvážený provoz celého systému. Současně hraje velká role, zatímco jiní nemají takový význam. Stejně jako všechny prvky související s ním, je nejvýznamnější částí motoru. Zajišťuje otáčení kol přenosem energie spalovacího benzínu. Klikové hřídele jsou malé díly z kovu z kovu průměrná tuhost a pokryté speciální antifrikční make-up. V procesu dlouhodobého provozu automobilu podléhají silným oblečením, což je důvod, proč je třeba získat nové části.
Popis
Klikové hřídele vložky působí, aby se zajistilo otáčení klikového hřídele. Tento proces se vyskytuje v důsledku spalování paliva ve válečkových komorách. Aktivní tření částí způsobených zesíleným zatížením a vysokým rychlost rychlosti, Je schopen stáhnout motor. Aby se zabránilo takové situaci a snížení stupně tření, všechny prvky složky s největší hodnotou jsou pokryty nejjemnější mikronovou vrstvou oleje. Tato funkce je přiřazena systému maziva motoru, zatímco fólie na stávajících částech je vytvořen pouze pod podmínkou vysokého tlaku oleje. Vrstva maziva je také pokryta povrchem kontaktování vložek a klikového hřídele děložního čípku. Tedy výrazně klesá

Zobrazení a velikosti
VAZ CRANKSH hřídel vložky působí jako ochranné prvky, které zabraňují předčasnému opotřebení konjugovaných částí. V závislosti na jeho poloze jsou rozděleny do dvou odrůd: domorodé a spojovací tyč. Ten, jak bylo zmíněno dříve, se nachází na kravcích hřídele, zakořeněné jsou na klikovém hřídeli na místě jeho průchodu přes motor a mají podobný účel. Odlišné typy Napájecí zařízení vyžadují použití příslušných prvků, především by měla být bezproblémová vnitřní diametrická velikost.
Podrobnosti o opravách se v sobě liší a mají významné rozdíly ve srovnání s novými prvky, které jsou vybaveny novými vozy v továrnách. Parametry se liší nejméně čtvrtinou milimetru, prostřednictvím podobného kroku jsou všechny následující možnosti.
Účel
Klikový hřídel je neustále vystaven vysoké fyzikální a teplotě zatížení během provozu, připojovací válcované vložky do osy, zatímco fungování jednotky připojování kliku je podepřeno pouze prvky uvedené výše. Mechanismus působení shek je reprezentován interními šaty, v důsledku toho jsou vložky klikového hřídele vnější. Dodávka mazání na nich se vyskytuje prostřednictvím speciální sítí vodivých olejů, ve které se tekutina pohybuje pod větším tlakem. To je způsob, jak je nejlepší film tak nezbytný pro klikový hřídel.

Příčiny poruchy
Návrhy poškození a opotřebení během provozu jsou nejčastějšími důvody pro výměnu dílů. Navzdory pravidelnému přijetí maziva a přesného provozu motoru je tento proces nevyhnutelný. Postupem času je povrch shekce ředění, volný prostor mezi nimi se stává více, protože klikový hřídel získává volný pohyb, tlak oleje se sníží a v důsledku krmiva. To vše způsobí předčasné selhání celého systému motorů.
Posouvání je druhým důvodem oprava práce. Mnozí o tom někdy slyšeli o tom nebo se s tímto problémem vypořádal samostatně, ale ne všichni majitelé automobilů vědí, protože vzniká taková situace. Mají tenké desky, které spadají do speciální postele. Ve stejné době, malé výstupky jsou umístěny po celém vnějším povrchu polokverzen, musí přijít do styku s přední částí bloku, jak se to děje v nových motorech. Některé podmínky snižují odpor knírku ve vztahu k vložce, se drží na krku klikového hřídele a otočí. V takové situaci se motor zastaví. Stojí za zmínku nejvíce Časté důvody Její rozvoj:
- provoz motoru je spojena s konstantním přebytkem instalovaných zatížení;
- mazání má příliš kapalnou strukturu;
- ložiskové kryty stojí s nízkým napětím;
- nedostatek oleje, jeho nadměrné viskozity nebo přítomnost v kompozici abrazivních sloučenin.

Předběžná práce
Pokud je jasné, že bez opravy napájecího zařízení je nutné identifikovat stupeň opotřebení všech prvků a určit potřebné velikosti vložek klikového hřídele. Copyright kariéry řeší problém výběru rozměrů vizuální kontrolou, pro větší přesnost, Mikrometr můžete použít. Také stojí za to věnovat pozornost schopnosti držet nudné. Při rolování prvků musí být okamžitě nahrazeny novými. Před zahájením opravy to může být určeno zejména provozem motoru, zejména může často klopýtnout, nebo na specifických zvuku klikového hřídele. Když je krk zapisován, další pohyb se stává nemožným.
Bez ohledu na stávající situaci musí být pečlivě zkoumány všechny části mechanismů. Na krku může být poškození vlnovitých druhů, které se snadno cítí ruce, v tomto případě je nutné provést nudné a dát části opravy, jejichž rozměry odpovídají instalačnímu místu. Vzhledem k velkému počtu škod může být vyžadováno intenzivnější nudné, a v důsledku toho bude trvat díly, která je naprosto odlišná od předchozího. Proto je zalomená vložka klikového hřídele získáván po realizaci všech postupů, takže se můžete vyhnout nutnosti vrátit prvek do obchodu.

Instalační akční algoritmus
Nejčastějším způsobem řešení problému mezi mnoha lidmi je apelovat na autoservisu. Nahrazení vložek klikového hřídele je však pod silou jakékoli osoby, která má alespoň sebemenší zkušenosti s opravou a má určitou sadu nástrojů. Chcete-li úkol zjednodušit, měli byste dodržovat určitý postup.
Nejdříve musíte zkontrolovat mezeru, která se nachází mezi vložkou a klikovým hřídelem. Ověření se provádí pomocí kalibrovaného plastového drátu, který lze nalézt na požadovaném krku. Potom je kryt namontován spolu s vložkou, jsou utaženy určitou silou odpovídající hodnotám 51 nm. Stojí za to užitečné pro měření. Po odstranění víka bude velikost mezery podobná stupně stlačení drátu. S pomocí nominální vůle je nutné vyhodnotit výsledný parametr, jejichž hodnota pro každou jednotlivou značku je jiná. Pokud je jasné, že mezera překročí nominální hodnotu, tj. Stupeň mačkání není dělat bez instalace oprav oprav.

Nudný
Všechny spojovací tyče jsou odstraněny po konzistentní clearance kontroly, je také demontován a leštěný klikový hřídel. Provádění nudného je možné pouze na speciálním vybavení - centripether, který může být zřídka zjištěno z běžných vlastníků automobilů. Proto bude nutné odvolat odborníkům v oboru. Po broušení je proveden výběr klikového hřídele odpovídající velikosti. Není nutné nic dělat bez takového nástroje jako mikrometr a montáž vybraných položek. Dále jsou všechny díly instalovány v opačném pořadí a krycí šroub
Stojí za zmínku některých rysů reverzní instalace tyčí a vložek. Ten jsou předem mazané olejem, kryty musí být také točeny. Ve srovnání s provedenými přípravné práceMontáž je mnohem méně času. Současně nezapomeňte na provoz klikového hřídele, který je charakterizován vysokým zatížením, stejně jako o jeho vysoká cena. Je nutné udělat vše možné zvýšit funkční období. Hlavní role se hraje broušením, stráveným ve správný čas. Takový postup zajišťuje hladkost Shek a připravuje je na další provoz.
Co potřebuješ vědět
Navzdory složitosti a vícesložení takové části automobilu, jako je motor, mnoho lidí ji snadno rozebírá pro práci. Při instalaci vložek však stojí za určitou péči, protože nadměrné napětí nebo, naopak nedostatečná síla může způsobit sekundární prvky nástrojů. V nepřítomnosti důvěry v jejich síly a znalosti stojí za to kontaktovat kvalifikované profesionály.
Jak si vybrat
Bez ohledu na důvod, který způsobil opravu motoru a nahrazení vložek, vrtání klikového hřídele je povinným bodem. Instalace nových dílů je možné pouze pro leštěný nebo nový mechanismus. V přítomnosti poškození a crystrinu pouze na jednom krku jsou všechny položky zpracovány tak, aby bylo dosaženo jedné celkové velikosti. Standardní díly jsou instalovány v procesu sestavy dopravníku motoru. Například vyhrazené vložky klikového hřídele pro VAZ auta jsou implementovány ve čtyřech verzích. To znamená, že nudné může být provedeno maximálně čtyřikrát. Motory pro stroje jako "Moskvich" a plyn mají další pátý a šestý broušení na 1,5 a 1,2 mm, resp. Optimální volba Výběr potřebných velikostí osob, která se zabývala broušením. Vyvrtání může vést k potřebě vybrat prvky, jejichž velikost překročí předchozí. Záleží na hloubce krystoru na krku a jejich množství. Vložky jsou k dispozici ve formě sad pro oba typy Shek.

Vlastnosti práce
Výměna vložek klikového hřídele vyžaduje dodržování následujících pravidel:
- na spojovacích tyčích se speciální nečistoty vede, musí být během práce vyčištěny;
- výčnělky, které jsou na kloubech a zajišťují upevnění vložek, by měly být bez překážek (úsilí rukou musí být dostatečně dost);
- výměna je vyrobena bez montážních akcí;
- práce s domorodými díly se provádí v předem odstraněném motoru, zatímco při instalaci spojovacích tyčí není nutné jej odstranit;
- po dokončení všech akcí musí být motor spuštěn.
Alternativní náhrada kabelů klikového hřídele
Bez demontáže motoru můžete také vyměnit vložky klikového hřídele, jedinou věc, kterou stojí za to zvážit nějaké potíže. Pro zajištění volného přístupu musí být klikový hřídel nižší než standardní úroveň nejméně 1 cm. Zde není bez odstranění krabice nebo částečného odšroubování a pohybující se v opačném směru z motoru. Všechny pásy by měly být také odstraněny. Chcete-li nainstalovat poslední vložku, je často nutné snížit hřídel ještě nižší.
Značení vložek
Pokud potřebujete vybrat podrobnosti o standardních parametrech, je nutné odpuzovat z barevného kódu, který může být zjištěn na prvcích, které jsou vystaveny náhradě. Pokud tyto označení chybí pro ně v důsledku významného opotřebení, stojí za to hledat označení na spojovacích tyčích, přesněji na jejich spodních hlavách. Musíte také zkontrolovat korespondenci značek na samotném hřídeli, definují parametry instalovaných krků.
Klikové hřídele jsou domorodé a spojovací tyč jsou nejdůležitějšími detaily jakéhokoliv motoru, navzdory malým velikostem. V tomto článku bude podrobněji podrobněji popsáno pro začátečníky, o těchto detailech, o jejich instalaci, mezerách, klepání, o tom, kdy by měly být změněny a mnohem více.
Obecně platí, že trvanlivost kluzných ložisek, nazývaná vložky, oba původní i spojovací tyč, je velmi závislá na stavu a mezerách mezi vložkami a díly s nimi, totiž domorodé a spojující krční klikové hřídele. Budeme hovořit o správném (přípustném) pracovním mezerám vložek a krk klikového hřídele o něco později a nejprve zvažte, jaké podrobnosti jsou tyto detaily, protože vložky jsou domorodé a připojovací válcované a jakou roli hrají.
Ne pro nikoho, kdo není tajemství, že motor s vnitřním spalováním pracuje na hořícím palivu ve spalovacích komorách a expanzi spalování plynu, které pod vysoký tlak Tlačí motor a zase tlačí s velkou silou.
No, válcovací tyče s dolní otvory (spodní hlavy) a tlačeny s obrovskou silou klikového hřídele klikového hřídele, které mají tvar klikového hřídele a klikový hřídel. V tomto případě se vratný translační pohyb pístů a prutů do rotačního pohybu Setrvačník, které přenosy převodovek na kola hnací kola (motocykl atd.). Není těžké odhadnout, že zároveň existují obrovské zatížení a tření mezi otvory v dolních hlavách tyčí a klikových hřídelů.
A to je právě vložky jsou domorodé a spojovací tyče, které jsou ložisky posuvných tyčí a krků, instalovaných mezi otvory v hlavách tyčí a klikových hřídelů a musí snížit tření a odolávat obrovské zatížení mezi spojovací tyčem a krkem klikového hřídele.
Snížení tření (s výjimkou podání motorový olej pod tlakem) vložky moderní motory Existuje antifrikční povlak a kromě vyrobené z plastových slitin (častěji hliník), aby vydržel velké zatížení a ne zhroucení.
Kromě toho, plastový a antifrikční materiál vložek neumožňují rychle nosit hrdlo klikového hřídele. Vložky se postupně nosí, neumožňují krk klikového hřídele rychle, protože vložky jsou měkčí samotné povrchy. Samozřejmě, když motor běží na povrchu krku klikového hřídele, neumožňuje rozptylu, značky (nebo se zhroutil) vytvořené olejovým filmem, ale kvalitní materiál materiálu je velmi důležitý.
Vložky jsou domorodé a spojovací tyč.
 Domorodé vložky —
místo jejich montáže do motorového bloku na speciálních místech (postele) a montáže a montáže a tření z nich s kořenovými klikovými střídači na vysokých válcových motorech jsou k dispozici na pěti místech (podpěrných) v dolní části bloku motoru.
Domorodé vložky —
místo jejich montáže do motorového bloku na speciálních místech (postele) a montáže a montáže a tření z nich s kořenovými klikovými střídači na vysokých válcových motorech jsou k dispozici na pěti místech (podpěrných) v dolní části bloku motoru.
Domorodé vložky klikového hřídele zpravidla mají drážky a otvory pro lepší dodávky maziva (viz foto), a ve skutečnosti jsou podporovány pro klikový hřídel, když ho pokládá do bloku motoru dobře a samozřejmě jsou podpěry a ložisky skluzavky klečení, když Klikový hřídel se otočí v bloku motoru.
A samozřejmě, domorodé vložky jsou ložiska posuvné pro kořenové hrdlo klikového hřídele. Obecně platí, že celý klikový hřídel motoru je Kened na domorodých vložkách a význam těchto částí a jejich technický stav je zcela srozumitelný.
Vložky SKEKEPINGU umístění jejich umístění je zřejmé z názvu a samozřejmě jsou instalovány v dolních hlavách spojovacích tyčí a spojovací tyče jsou připevněny přes spojovací tyče na spojovací tyčové klikové hřídele.
 Spojovací tyčové vložky zpravidla mají jednodušší zařízení a jsou podpěry a ložiska posuvné pro spodní hlavy tyčí a spojovací tyč klikového hřídele. Prostřednictvím spojovací tyčí vložky jsou velké zatížení z spojovacích tyčí (jejich spodní hlavy) přeneseny do klikových hřídelů klikového hřídele. A přirozeně je důležitost těchto částí zcela srozumitelné.
Spojovací tyčové vložky zpravidla mají jednodušší zařízení a jsou podpěry a ložiska posuvné pro spodní hlavy tyčí a spojovací tyč klikového hřídele. Prostřednictvím spojovací tyčí vložky jsou velké zatížení z spojovacích tyčí (jejich spodní hlavy) přeneseny do klikových hřídelů klikového hřídele. A přirozeně je důležitost těchto částí zcela srozumitelné.
Samozřejmě, po určitém běhu motoru, a to i s nejkvalitnějším mazivem, jak je zakořeněn, a spojovací tyčové vložky se postupně opotřebovávají a měly by být změněny (o něco o něco později). Na opotřebení vložek zpravidla ovladače informujte klepání a ztrátě.
Klepání spojovací tyče a domorodých opotřebovaných vložek se liší zvukem a zkušený řidič Nebo mechanik může snadno určit, který z vložek uvízne.
Zaklepání domorodých vložek Obvykle kovový, hluchý tón. Snadno detekuje, když motor běží volnoběžný S řezným plynem (prudký nárůst otáček klikového hřídele). A frekvence srazů se zvyšuje, když se klikový hřídel otáčí.
Klepání spojovací tyč vložky Ostré klepání kořene a je také dobře naslouchání při volnoběžné rychlosti motoru s ostrým dodávkou plynu a prudkým nárůstem klikového hřídele. A vložky, z nichž rhání opotřebované a klepání, je snadné určit vypnutí na otočení nebo (pokud když zakážete, který válec, klepání zmizí, zmizí, to znamená, že v tomto válci se nosí připojovací tyčové vložky).
Pokud jde o pádu tlaku oleje, to se děje nejen z opotřebení vložek, ale také z jiných důvodů, například z nebo z no, nebo od opotřebení konjugace.
Proto před změnou vložek se musí nejprve ujistit, že by mělo být ověřeno v přesném důvodu poklesu tlaku, je možné, že pokles tlaku oleje nejsou domorodé a spojovací tyče (zejména pokud pracují bez hluku a klepání).
Nahrazení oprav klikového hřídele.
Jak bylo uvedeno výše, se zvýšením celkového motoru běhu, vložky se postupně opotřebovávají, mezery mezi nimi a tvůrci klikového hřídele se objevují, hluk (srazy) se objevují, tlak oleje klesne a nahrazuje nahrazení opotřebovaných vložek na nové. Kromě vložek se postupně opotřebovávají krční klikové hřídele, přičemž se vyžaduje broušení klikového hřídele a již opravu vložek, které mají tloušťku tloušťky 0,25 mm.
To vše (stejně jako měření a výběr opravárenských vložek, broušení šiků a dalších nuancí) jsem napsal ve velmi podrobném článku v článku "klikového hřídele". V tomto článku je však nutné popsat hlavní důležité body týkající se vložek klikového hřídele, jak domorodé a spojovací tyče.
Chcete-li začít, je třeba říci, že opravárenské vložky pro většinu automobilů a motocyklů se vyrábějí se zvýšeným 0,25 mm silným (0,25; 0,5; 0,75; a 1 mm) a to umožňuje většinu motorů, aby se čtyři opravy. Nicméně, v některých případech, například když motory, bundy, hluboké škrábance na klikové hřídeli klikového hřídele se objevují po anglickém provozu motoru, po odstranění těchto defektů s broušením stroze, někdy musí přeskočit přes velikost opravy.
To znamená, že po hlubší broušení krku klikového hřídele (aby se zbavil defektů na krku), je nutné instalovat opravy vložek, které nejsou silnější, 25 mm a již 0,5 mm.
Nebo se to děje naopak, že s malým kilometrem motoru a profylaktické opravy motoru (například náhrada) se někdo rozhodne nahradit jak vložky, tak v normálním stavu krku klikového hřídele, vložky nejsou nahrazeny Oprava, ale pouze nová standardní velikost.
Všechny tyto nuance a které jsou nastaveny vložky klikového hřídele, by měly být určeny měřeními krku Klenvalu a měřením pracovní clearance mezi vložkami a klikovými spojiami. Obecně platí, že pracovní clearance (která má určité platné hodnoty, které by měly být dodrženy) a je hlavním výchozím bodem při řešení toho, co dělat s motorem (přesněji s klikovým hřídelem a vložkami) během opravy.
Proto, po demontáži motoru, první případy by měly být zkoumány klikovými střídače a učinit je měřením, jakož i měření pracovní mezery mezi vložkami a klikovým hřídelem. Ale jako první, při kontrole krku, jsme přesvědčeni o absenci škrábanců na nich, rizika, stopy chytit.
Další, pomocí mikrometru, změřte průměr krku ve dvou diametrálně opačných rovinách, abyste identifikovali oválnost krku a pokud je inovace přesahující toleranci, pak je nutné jej eliminovat broušením krku (kolem tolerancí Dráha budu psát trochu nižší).

Ovvala nativního krku klikového hřídele může být snadno identifikován nejen pomocí mikrometru, ale s pomocí, zatímco vloží klikový hřídel do dvou hranolů (viz foto) a rolování s rukou.
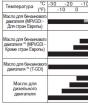
Obecně platí, že dva hranoly a ukazatel hodinového typu umožňují plně zkontrolovat klikový hřídel na bití, jejichž tolerance jsou uvedeny na obrázku vlevo a které by neměly překročit:
- kořenový krk a výsadba klikového hřídele pod vedením olejového čerpadla není větší než 0,03 mm.
- přistávací plocha na klikovém hřídeli pod setrvačníkem není více než 0,4 mm.
- přistávací plocha klikového hřídele pod kladkami a povrchem třecích okrajů není více než 0,05 mm.
Všechny výše popsané přijetí taxazně na obrázku 1.
 Dokonce i (jak je uvedeno výše), je nutné použít mikrometr pro měření průměrů hrdlů klikového hřídele, jak domorodé a spojovací tyče. A pokud se měření ukazuje, že nosí krky jsou více než 0,03 mm ( standardní velikost Podívejte se na nové sheky v manuálu vašeho motoru), stejně jako v případě, že jsou na krku, rizika, škrábance, pak krk musí být vložen na nejbližší velikost opravy.
Dokonce i (jak je uvedeno výše), je nutné použít mikrometr pro měření průměrů hrdlů klikového hřídele, jak domorodé a spojovací tyče. A pokud se měření ukazuje, že nosí krky jsou více než 0,03 mm ( standardní velikost Podívejte se na nové sheky v manuálu vašeho motoru), stejně jako v případě, že jsou na krku, rizika, škrábance, pak krk musí být vložen na nejbližší velikost opravy.
Také měří mikrometr krku v diametrálně naproti místech a pokud se mění, že se ukáže, že oválný ovál Shek překročí toleranci 0,03 mm, pak je nutné zbavit se koksu oválnosti pomocí jejich broušení na nejbližší opravu velikost.
Ovhodnost a zúžení spojovacích klikových párů po jejich broušení by neměly překročit 0,005 mm. A posunutí os spojovacích přadének z roviny procházející osy spojovacího a domorodého shekce, po mletí by mělo být v rozmezí ± 0,35 mm. - Držte to v mysli, přičemž si klikový hřídel z broušení.
Pro kontrolu výše popsaných tolerancí na kompetentním broušení, znovu nastavujeme klikový hřídel s extrémním nativního děložního čípku na dvou hranolech a vykazujeme klikový hřídel tak, aby osa kranního hrdla prvního válce byl v horizontální rovině procházející osou domorodý shek. Poté je indikátor hodinového typu kontrola posunu ve svislém směru spojovacích sponových hrdlů druhého, třetího a čtvrtého válce vzhledem k tyčovému děložku prvního válce motoru.

Hlavní velikosti pro broušení klikového hřídele VAZ 2108-09
Po broušení hrdlů klikového hřídele na nejbližší velikost opravy můžete nainstalovat nový renovaci klikového hřídele. Pro většinu motorů jsou vyrobeny z ocelových hliníkových tenkostěnných vložek. A zpravidla mají horní vložky (pro domácí pohon předního kola Vazovsky) první, druhé čtvrté a páté podpěry drážku na vnitřním povrchu a dolní vložky nemají drážky. A horní a dolní vložky třetí podpory nemají drážky. Všechny spojovací tyčové vložky (jak horní a dolní) nemají drážky.
Je třeba mít na paměti, že na vložkách klikových hřídelí nejsou žádné montážní práce. A pokud vaše dietní vložky mají smyčky, rizika nebo oddělení antifrikční vrstvy, musí být samozřejmě samozřejmě nahrazeny novými.
Pracovní mezera mezi vložkami a klikovými střídače lze zkontrolovat výpočtem po chráněných dílčích mikrometrů. Je však mnohem snazší zkontrolovat mezeru pomocí speciálně zamýšleného plastového kalibrovaného drátu (jako rybářská linka).
Po zakoupení drátu a odstranění víka kluzných ložisek před kontrolou, pečlivě vyčistěte pracovní plochy vložek a krkovů klikového hřídele a vložte plátek drátu mezi kontrolou a vložkou. Dále namontujte spojovací tyč s víkem nebo víkem nativního kluzného ložiska (záleží na tom, zda zkontrolujete čípku) a pak zůstane dotáhnout matice nebo upevnění ložiskových krytů.
Matice spojovací tyčí šrouby by měly být utaženy momentem 51 nm (5,2 kgf m). No, šrouby domorodých ložiskových uzávěrů by měly být utaženy momentem 80,45 m (8,2 kgs m). Jedná se o údaje požadovaného utahovacího momentu pro řídicí stroje VAZ čelního kola a pro motory zahraničních vozidel a jiných strojů, měli byste vyjasnit data v manuálním motoru (Váš).
 Po utažení výše uvedené momentu je kryt opět odstraněn, zploštění drát je pokryt pomocí speciálního měřítka znázorněného na fotografii 3 vlevo (stupnice je součástí drátu) je zkontrolována pracovní mezera mezi vložkou a klikovým hřídelem krk.
Po utažení výše uvedené momentu je kryt opět odstraněn, zploštění drát je pokryt pomocí speciálního měřítka znázorněného na fotografii 3 vlevo (stupnice je součástí drátu) je zkontrolována pracovní mezera mezi vložkou a klikovým hřídelem krk.
Pro většinu motorů s objemem ne více než 1,5 litrů musí být nominální vypočtená pracovní clearance v rozmezí 0,02 - 0,07 mm pro propojení přadů a 0,026 - 0,073 mm pro domorodé hrdlo klikového hřídele. Tato data však doporučují objasnit v příručce specifického motoru.
Pokud je mezera menší než maximální přípustná 0,1 mm pro spojovací tyč a 0,15 mm pro domorodé hrdlo, pak můžete tyto vložky znovu použít. Pokud je pracovní mezera měřena pomocí drátu více maximální přípustné, pak mohou být vložky na těchto cerke instalovány nové nové. Pokud je však mezera mnohem maximální přípustná, doporučuji vám měřit krk krku, možná jsou časem brousit. Obecně by měl být Cervix na jakémkoli nejprve zkontrolován pro opotřebení a oválnost.
Pokud jsou klikové hřídele opotřebované (tolerance byly popsány výše), pak by měly být broušení na nejbližší velikost opravy a vložky jsou vhodně instalovány nové opravy, zvýšená tloušťka.
Samozřejmě, před odstraněním spojovací tyčí a krytů (jak spojovací tyč a domorodý), jste označili tam, kde jaká část stála, a nyní zůstane instalovat všechny podrobnosti na vaše místa, ale již s novými vložkami (staré opotřebované vložky jsou samozřejmě tečkovány ).
Je třeba si pamatovat, že spojovací tyče automobilové rostliny Zpracovává se spolu s SLEDED KVVSHKA, a proto není možné změnit víko a spojovací místa, a také se nedoporučuje měnit domorodé ložiskové uzávěry (jsou také zpracovány spolu s blokem). Proto před demontáže označujeme všechny detaily se značkou nebo peklem a při montáži instalujeme striktně na místě.

cRANKSHOFT INSERT - Castle Installation Místa
Měli byste také věnovat pozornost tomu pěstování Jsou zde vybrání - tzv. Zámky (zobrazují žluté šipky na fotografii vlevo). Tyto vykopávky slouží k položení vložení zámků a umožňují se mýlit při montáži a také neumožňují broušení vložek.
Při instalaci všech hrdlů klikového hřídele a nových vložek namazejte novým motorovým olejem a nastavte na jejich umístění. No, zůstane zachovat všechny ložiskové víčka v požadovaném točivém momentu, pomocí a můžete instalovat jiné části motoru (o demontáži a montáži motoru, který jsem již napsal například).
No, výměna vložek lze jasně zobrazit ve videu níže, na příkladu tranzitního vozu Ford.
Doufám, že tento článek na vložkách klikových hřídelů bude užitečný pro začínající ovladače a opravníky, a pokud někdo není pro někoho jasný, klást otázky v komentářích, úspěchech všem.
Jak je známo, mechanismus spojování kliku (CSM) pracuje ve velmi tvrdých podmínkách - to je vysoká teplota a vysoká rychlost a nestabilita maziv (), atd., Právě kvůli tomu je tento uzel první selhat. Hlavní chyby CSM zahrnují: opotřebení domorodých a spojovacích ovcí, opotřebení vložek (ložisek) domorodých a spojovacích tyčových krků, opotřebení pístové stěny, opotřebení pístních kroužků (komprese a olejový olej), opotřebení Stěna válce a pístu prstů, členění nebo se vyskytující pístní kroužky, nadměrné usazeniny Nagara na dně pístu, stejně jako rozbité trhliny, chyby a hvězdy.
Všechny tyto chyby se projevují různými způsoby, mnoho z nich lze identifikovat povahou a intenzitou klepání a hluku.
Nosit domorodé a spojovací mince Sheek (cm pic 1, 2). S tímto opotřebením, nadměrný hluk, klepání a vibrace motoru v poli klikového hřídele se objeví nejčastěji. Neslyšící zvuk, který je zvýšen prudkým zvýšením otáčení klikového hřídele, označuje opotřebení spojovací tyče nebo kořenové hrdlo klikového hřídele nebo nosit jejich vložky. Knock spojovací tyčové krky se liší od domorodého - je ostřejší a domorodý je hluchý. Knock of klikový hřídel krku je dobře naslouchání stěnou, takže spojovací cervices je slyšet ve dvou zónách NMT a NMT, když je zaklepání kořenového krku pouze na jednom místě (blíže k dolní části bloku válce) . Pokud když začnete studený motor, vyzváněcí klepání je slyšet, což zmizí, což zmizí, znamená to opotřebení skupiny pístu. Podobný zvuk poslouchal všem teplotní režimy DVS, svědčí o nadměrném opotřebení prstu pístu nebo horní pouzdro tyče (viz obrázek č. 6). S kritickým opotřebením domorodého nebo (s) spojujícího sheku se zvuk stane hlasitější, objeví se kovový kroužek, s tímto opotřebením, s největší pravděpodobností došlo k roztavení vložek v důsledku oleje hladovění.
Pokud tedy, pokud se výfukové plyny barvy bluety a úroveň motorového oleje neustále klesají - to indikuje opotřebení skupiny válce-pístu. Zvýšená spotřeba motorového oleje, paliva a významné snížení výkonu může dojít v důsledku výskytu pístních kroužků (jak kompresní, tak olej-olej, cm pic # 4) a zvýšené opotřebení a válec (cm pic # 3). Protokolování pístových kroužků mohou být odstraněny bez analýzy motoru, zátoky do válců přes svíčku (pro dieselové motory - přes otvor pro trysky nebo sacího potrubí) speciální řešení sestávající z 50% petrolejů a 50% denaturovaného alkoholu. Po 8-10 hodinách prostojů je nutné spustit motor a dát jej pracovat po dobu 10-20 minut, pak změnit motorový olej. Takový postup může výrazně snížit počet Nagar (je to Nagar, který neumožňuje pístní kroužky v pístových drážkách volně) v pístních kroužcích a spodní straně pístu, to je nejvíce uvolněno a obnovující jejich výkon.
Poruchy CSM mohou vzniknout v důsledku různých faktorů, ale ve většině případů je vinu nesprávný provoz.
Nesprávný provoz. Provozní operace zahrnuje: Použití nízkou kvalitou lubrikanty, palivo s nízkým oktanovým číslem, instalací nízko kvalitního paliva, vzduchu a. Vliv všech těchto faktorů je zintenziveninován v době, kdy jsou předčasně nahrazeny. Při použití nekvalitních paliv by mělo být častěji změněno a svíčky, a Nagar v pístovém systému periodicky "opláchnout" se speciálními tekutinami. Skor-kvalitní filtry také neustále provádějí svou práci, což vede ke zvýšení abraziva v oleji a v důsledku toho zvýšené opotřebení detailů. Volba motorového oleje by měl být proveden podle vypočtených charakteristik (obvykle označených výrobcem), je pod nimi, že motor vašeho vozu je vypočítán a neměl by se vrátit. Vzduchový filtr, když je silně kontaminován, dramaticky snižuje šířku pásma, což je důvod, proč je v sacím potrubí vytvořen vysoký výboj a koeficient plnění je snížena - to je jeden z důvodů pro tvorbu nadměrného nákladu, snižování výkonu motoru a zvýšit výkon paliva.
Přirozené opotřebení. Přirozené opotřebení probíhá velmi pomalu a zpravidla závisí na provozních podmínkách. Se správnou operací může motorový kilometr dosáhnout více než 1 000 000 km, jeho život je více než 10 let starý a moderní motory a další!
Nosit v důsledku dlouhého přehřátí (cm pic # 5). Tento typ opotřebení se nejčastěji vyskytuje v létě a na jaře. Letní přehřátí se získá v důsledku zvýšené teploty. okolnía na jaře v důsledku oteplování motoru a významné kolísání okolní teploty. V důsledku přehřátí, tavicí písty, výstup výfukového ventilu a ztráta pružnosti v pístní prsteny. Dokonce i krátkodobý přehřátí významně snižuje životnost motoru, což je důvod, proč by měla být velká pozornost věnována systému chladicího systému motoru. V chladicím systému je vše důležité: a kapalina, kterou používáte, a chladič, krycí chladič, nemluvě o jeho těsnost a čistotu chladičových buněk.
Ve značkových pokynech pro provoz dieselových motorů jsou obvykle dána údaje o zamítnutí ložisek. V nepřítomnosti těchto dat můžete použít následující doporučení.
Vady ložisek vložky nejčastěji naznačují jakékoli vady ve vztlaku, a ne o špatném stavu samotných vložek. Pokud je vložka zpracována značný čas, lze nalézt známky různých defektů, během období hostingu nový vložku můžete najít konkrétní vadu v čisté formě. Všechny vady ložisek mohou být rozděleny do následujících skupin: opotřebení, únavu, korozi, rizika a poškrábání, erozi a kavitace; Freativing-korozi a důlkové, úplné zničení.
Fyzická příčina mít na sobějedná se o porušení hydrodynamického olejového filmu a ložiskové operace v režimu semi-suché tření. Semi-suché tření se vyskytuje při zvýšeném ložisku, nedostatku oleje nebo jeho vysoké teploty, zvýšená drsnost věže. Semi-suché tření je nevyhnutelné, když diesel začíná a během jeho zastavení.
Zvažte nejvíce charakteristické známky opotřebení pracovní vrstvy tenkostěnných vložek ložisek:
1 - opotřebení pracovní vrstvy přes celou šířku ložiska v zóně maximálního zatížení. Pokud se opotřebení vyskytlo dlouho, pak se jedná o normální proces, pokud v krátké době na všech ložiskách mohou být možné důvody: ložisko a hřídelový krk, nedostatek oleje nebo jeho vysokou teplotu, drsnost krku hřídele . Vložka není vadná, pokud separační vrstva není nahá;
2 - na nové vložce po krátkém čase stopy stráže uprostřed ložiska v důsledku odchylky ve tvaru hřídele nebo ložiska ložiska;

3 - Na horních a dolních vložkách z různých stran, jednostranná dopravní technika, brilantní na pozadí matného šedého povrchu pracovní vrstvy. Příčina: Cervices hřídele a ložiska ložiska. S drobnou nesrovnalostí by měla trustá délka postupně přecházet na střed ložiska a svítí kolem okrajů - zmizí;

4 - jednostranné opotřebení galvanické pracovní vrstvy pro celou hloubku díky nadměrným šikmým osám hřídele a ložiska;

5 - jednostranné opotřebení na horních a dolních vložkách v důsledku zúžení krku, chyb při provádění jeho karikatur, oscilace konečného krku. Na mezilehlých ložiscích je jednostranné opotřebení neplatné, je vyžadován cervikál. Na terminálových ložiscích je jednosměrné opotřebení povoleno, pokud je klika odpojena v přípustných limitech;

6 - Bilaterální obchodování na obou vložkách díky hranám zatížení na obou stranách ložiska se špatným tvarem hřídele nebo lůžka. Poté, co je pevné vložky, můžete použít, pokud neexistuje úplné opotřebení pracovní vrstvy v jejich hranách;

7 - Místní cestovatele cestovatele přes krátkou dobu kvůli nepřesnostem tvaru nebo vložky. Vložka není vadná, pokud časem, obchodování zmizí v průběhu času;

8 - Místní opotřebení ve formě ostře definované brilantní skvrny přes krátkou dobu. Důvodem je přítomnost cizí částice mezi ložem a vložkou nebo nadměrným řečem upevňovacího kolíku. Na zadní straně vložky v takových případech je obvykle otisk. Pokud je místní nadmořská výška menší než tloušťka pracovní vrstvy, pak v průběhu času brilanci zmizí, pokud je více - hrozí nebezpečí krku krku a je nutné odstranit důvody pro místní tlak na Zadní strana vložky;

9 - jednostranné opotřebení v oblasti konektoru na obou vložkách z různých stran v důsledku posunutí ložiskového krytu. V oblasti konektoru hrany vložky si sundejte olejový film a hrozí nebezpečí krku krku. Montážní vada musí být okamžitě odstraněna a vložky s velkým opotřebením jsou nahrazeny;

10 - Bilaterální opotřebení v oblasti konektoru v důsledku nedostatečné mezery. Je nutné zkontrolovat mezeru a velikost ložiska ložiska. Vložky s velkým opotřebením;

11 - Opotřebení ve tvaru pásma uprostřed vložky v důsledku provozu na krku hřídele nebo nedostatečným zaokrouhlovacím okrajem lubrikantu. Je nutné odstranit cervikální defekci a vyměnit vložky s velkým opotřebením;

12 - Sledování stop podél okrajů mazací drážky v případě nepřesnosti vložky. Je nutné eliminovat lampu na okrajích drážky, aby se zabránilo selhání oleje;

13 - Diagonálně uspořádané stopy stráže nebo opotřebení pracovní vrstvy v důsledku nerovnoměrného utažení ložiska nebo nerovnoměrného "kolapsu" vložky. Vložky s velkým opotřebením nebo kolapsem šířky innerc podléhají nahrazení;


14 - Uvedení kovu pracovní vrstvy ve směru krku krku. Kovový "razmazan", zejména uprostřed naložené zóny. Zadní strana vložky má obvykle černou barvu z oleje v oleji nebo barvě lámání. Kolaps vložky chybí nebo má zápornou hodnotu (okraje se ohýbaly do vnitřku). Důvodem je práce v režimu semi-suchým třením v důsledku nedostatečného čerpání dieselového oleje před spuštěním, vysoké teploty oleje nebo zvýšeného hřídelového roztřeseného drsnosti. Cervikální vady musí být odstraněny a vyměňte vložku.
Pod Únava pracovní vrstvyvložka (Babbit, bronzová, hliníková, galvanická) je chápána jako výskyt prasklin v něm z jakéhokoliv důvodu. Vzhledem k tomu, že množství a délka trhlin se zvyšují na povrch ložisku, je vytvořen síťový dlážděný úder ". Potom je proplachován jednotlivých přídržných kusů kovu, rozšiřování prasklin a kanálů se vytvoří na povrchu, připomínají stopy vrtání bug (účinek "Coroed").
Nejčastěji praskliny vznikají v babbitatech s relativně malým limitem únavy. Únavový limit olověného bronzu je významně vyšší a trhliny v bronzové výplně se nevyskytují z tohoto důvodu. Příčina tvorby trhlin a "koroeda" ve výplně prasat bronz je lokální přehřátí ložiskové vložky. Když se teplota zvyšuje, je dosaženo pevnosti výtěžku oleje a je vytlačována z slitiny na povrch pracovní vrstvy. Ložiskový krk začíná pracovat na čistém olovi a teplota se snižuje. Vzhledem k tomu, že olověné krystaly jsou vyloženy z povrchu vložky, jsou vystaveny mědi krystaly, teplota v polo-suchém tření stoupá a proces se opakuje. Po určitém počtu cyklů se významně sníží obsah olova v povrchové vrstvě bronzu a mikropóry jsou vytvořeny mezi měděnými krystaly. Při vysokých zátěží jsou tyto póry stlačené, plastová deformace měděných krystalů se vyskytuje s tvorbou mikrockracků, které se postupně vyvíjejí do viditelných trhlin.
Ve vícevrstvých vložkách bez separační vrstvy niklu, peeling a sytič z galvanické pracovní vrstvy jsou možné. Důvodem může být čistá únava materiálu, ale nejčastěji k tomu dochází v důsledku difúze cínu z galvanické vrstvy do bronzu na tvorbu měděných plechových krystalů, které snižují pevnost sloučeniny elektroplativní vrstvy a bronzu (Rychlost difúze se prudce zvyšuje zvýšením teploty ložiskové vložky).
Zvažte charakteristické příklady tvorby trhlin v pracovní vrstvě ložiskové vložky:




15 - Vzácné neuzavřené trhliny v pracovní vrstvě. Příčiny - přebytek únavové pevnosti babbit nebo elektroplativní vrstvy, přehřátí pracovní vrstvy bronzu. Za ložiskem vyžaduje pravidelnou kontrolu, protože v průběhu časových trhlin si mohou zakoupit podmínku "davlestone" (pohled 16) nebo "coroed" (pohled 17). V těchto případech, stejně jako přerušení elektroplativní vrstvy (pohled 18) vložky podléhají nahradit;


19 - únavné trhliny v důsledku nedostatku podpory pro vložku v oblastech mazacích otvorů a drážek v ložnicích; Na zadní straně vložky je viditelný charakteristický otisk; Vložka podléhá náhradě;

20 - Kurzy jako "dlážděné" a "coroed" v oblasti konektoru. Důvodem je instalace vada (posun ložiskového krytu, slabého nebo nerovnoměrného utažení šroubů), což způsobuje cyklické deformace vložky v této oblasti. Na zadní straně vložky na vhodném místě může být pozorováno uvolnění koroze. Vložka je žádoucí nahradit.
Chemická korozepracovní vrstva ložisková vložka je způsobena přítomností kyselin, zásad, vodou a solí v oleji. V důsledku oxidace a vyluhovacího olova ze slitiny se povrchová vrstva BabBbita uvolní a porézní (snadno odstraněná hřebíkem), nosná kapacita je ostře snížena a opotřebena. V souvislosti s prasečí bronzem v povrchové vrstvě zůstávají měděné krystaly a jeho struktura se stává stejnou jako s únavou materiálu. Proto, aby bylo možné vytvořit skutečnou příčinu defektu, může být pouze s pomocí speciálních metalografických studií.
Vícevrstvé vložky ložisek s galvanickou pracovní vrstvou za normálních provozních podmínek se obvykle nekorodují (v důsledku přidání cínu nebo india na slitinu). Koroze se vyskytuje při zvýšené teplotě oleje; Na okrajích oblasti opotřebení se tmavé skvrny objevují s hrubým nebo mírně porézním povrchem. Potom se z důvodu opotřebení odstraní skvrny a objeví se brilantní vrstva; V tomto případě se pozoruje zvýšené opotřebení, i když příčina kořene je korozi. Aby se zabránilo korozi ložisek, je nutná pravidelná kontrola kvality mazacího oleje.

Charakteristickým příkladem chemické korozi pracovní vrstvy ložiskové vložky je znázorněn ve vzhledu. 21.
Vložky ložiskových dieselových generátorů jsou někdy vystaveny elektrickým vrstvám v důsledku přítomnosti potenciálního rozdílu (ne menší než 0,03 V) mezi hřídelem a ložiskem a výskytem putujících proudů, když je ložisko nedostatečné. Současně se na pracovním povrchu vložky a jizvy objeví hrubé skvrny, které se nacházejí v určitém úhlu k směru otáčení hřídele (zobrazení) 22).

Rizika a škrábanceobvykle dochází při kontaminaci oleje. Částice kontaminace s rozměry menší mezery v oleji a tvrdosti, méně tvrdosti pracovní vrstvy vložky se provádějí tokem oleje přes mezeru a stav ložiska není vědomý znatelný vliv.
Částice s rozměry větší ropné mezery a tvrdosti rovné nebo větší tvrdosti pracovní vrstvy se těší rotujícím hrdlem a poškrábáním palivových povrchů, dokud nejsou v pracovní vrstvě ložiska. Rizika a škrábance mohou být také vytvořeny kvůli korozi krku hřídele, když jsou zde vytvořeny Yazviny s ostrými hranami.

S pohledem 23 jsou ukázány kruhová rizika a škrábance způsobená částicemi znečištění v oleji. Rizika někdy končí brilantním světelným kroužkem kolem černého bodu; Okraje rýžů mohou mít také brilantní světelné pruhy. Bod v jasném kruhu na konci rizik je místem zavedení cizí částice. Při lisování částice do pracovní vrstvy, kov je přemístěn podél okrajů a potom byl vyhlazen hřídel krku; Tyto vyhlazené hrany a vypadají ve formě lesklého prstence. Vložka podléhá výměnu, pokud šířka kluziště přesáhne 1 mm a dosáhli vrstvy bronzu nebo slitiny hliníku.

Skilovoidní poškození pracovní vrstvy je důsledkem zavádění vložky částic hřídele dusíku do pracovního povrchu (zobrazení) 24). Vložka musí být nahrazena, ale k polštině krku.

Eroze a kavitace(Pohled 25) Často se projevuje společně, a je obtížné určit, který z těchto procesů vedlo k poškození pracovní vrstvy ložiska. Eroze se vyskytuje při vysoké rychlosti oleje a přítomnosti nejmenších pevných částic v něm; Místa pro změnu směru proudění oleje jsou částice zavěšeny na povrchu pracovní vrstvy a řezané (štípané) kovových částic této vrstvy. Kavitace je způsobena prudkou změnou tlaku v průtoku oleje.



Pokud je proplachovací plocha více než 10% povrchu a jsou umístěny mimo vloženou zónu, vložka může být v provozu v provozu. Poškození eroze ve formě poškozených drážek s ostře definovanými hranami jsou zobrazeny ve vzhledu 26, kavitační a erozní poškození vložky v důsledku zvýšených vibrací klikového hřídele - zobrazení 27, a vzhledem k prudkému nárůstu tlaku spalování - pohled 28.
Podstata fretting korozije následující. Pokud jsou dva kovové povrchy stlačeny, mají menší vzájemné pohyby, pak jsou zde střídavé smykové napětí (kromě stlačovacích napětích) a když dosáhnou mezních hodnot, je murmurmost metal přenesen do pevné látky.
Pulting. Freativing-korozi je podobné, ale dva povrchy jsou pod vlivem proměnlivého tlakového zatížení (například v důsledku vibrací). Při sádění na povrchu se objevují stopy kovových usazenin ve formě názoru. Aby se zabránilo korozi během skladování na zadní straně vložek, je často aplikována vrstva čisté slitiny plechovky nebo plechovky. Taková vrstva současně přispívá ke snížení korozní frettingu.

S pohledem 29 charakteristický obraz píce opěradla zadní části vložky je zobrazen: Provozní kovové řezy na zadní a lepení kovových částic. Příčiny jsou malé napětí vložky v ložním loži nebo nedostatečných utahovacích šroubech. Příčina koroze frettingu v oblasti ložiskového konektoru může být nepřítomnost kolapsu vložky nebo posunutí ložiskového krytu během instalace. Vložka podléhá nahrazení, pokud zóna plovoucí koroze překročí 5% opěradla liniu vložky.


S pohledem 30 na povrchu vložky konektoru (vzhledem k jeho malým napětím v ložním nebo nedostatečném utažení šroubů) a pohledu 31 - Na pracovním povrchu vložky (v důsledku vibrací klikového hřídele).
Alexander Khrulev, "ABS"
Vady a poruchy částí motoru jsou vytvořeny pro majitele automobilu velkých problémů a nalít do kulaté sumy pro opravy. Ale také servisní stanice generální oprava Motor je schopen přinést spoustu problémů. A není to jen složitost návrhu některých motorů a složitost opravy. Just chyby jsou drahé, ale pro řešení záruky, pokud se něco stane s motorem po opravě, servisní stanice bude mít na vlastní náklady. Podobné incidenty se někdy dějí a často jejich příčinou je vady ložisek motorů.
Ložiska v motoru jsou schopna bez poškození spolehlivě pracovat, mnoho stovek tisíc kilometrů. Dokonce i malá odchylka od běžných pracovních podmínek dříve nebo později vede k výstupu ložisek, a proto je celý motor venku. Než se zabývají, proč se to stane, musíte zjistit ...
Co je to ložisko?
První věc, která by byla poznamenána, je být o ložisku posuvné sestávající z vložek instalovaných v pouzdrových otvorech - lůžka. Provoz kluzného ložiska je založena na účinku "olejového klínu": otočení, hřídel pod působením zatížení se posune vzhledem k ose ložiska, která způsobuje "utahování" olej do těsné mezery mezi táhnou mezerou hřídel a vložky. Výsledkem je, že hřídel "spočívá" v olejovém klínu a během normálního provozu ložiska se netýká vložek. Čím větší je tlak a viskozita oleje v mezeře, tím větší může být zatížení odolávat ložisko k kontaktním povrchům.
Tlak oleje v zúžení části mezery je mnohokrát větší než podávací tlak a může dosáhnout 600-900 kg / cm2. Nicméně, přívodní tlak je také důležitým parametrem: množství oleje čerpané ložiskem, a proto závisí podmínky pro jeho chlazení na něm.
Poruchy v mazacím systému, což způsobuje snížení tlaku, vedou ke zničení olejového filmu oddělující část. V takových případech vznikají režimy polotovary a dokonce suchého tření, doprovázené přehřátím a poškozením ložiskových ploch.
Hřídel a otvor tvořený vložkami by měly mít správný geometrický tvar, ve kterém je mezi nimi poskytnuta určitá clearance (obvykle 0,03-0,08 mm), stejně jako hladký povrch. Zvýšení mezery zahrnuje pokles tlaku v mazacím systému a zhoršení chlazení ložiskem. Ještě horší, snížení mezery - způsobuje kontaktní a smyčkové povrchy.
Hrubý úprava povrchů hřídele a otvor vede k kontaktu jejich jednotlivých míst, a to i při relativně malých nákladech, což způsobuje ohřev prvků ložiska. To ohrožuje Zadir - nastavení materiálů a jejich vzájemného přenosu, - po kterém ložisko selže.
Jedním z nejdůležitějších faktorů, které určují výkonnost ložiska, jsou materiály, ze kterých jsou vyrobeny jeho prvky. Nejlepší kombinace materiálů následujícím způsobem: "pevný" povrch hřídele a "měkké" - otvory. Taková kombinace materiálů snižuje riziko bodování, pokud náhle vznikne povrchový kontakt (to je možné, když je motor spuštěn, když olej stále nemá čas jít do ložisek). Nicméně, navzdory "měkkostí" musí být povrch otvoru dostatečně silný, jinak vznikající zatížení povede k jeho zničení.
Nedávné požadavky určují návrh ložiska. Například pro klikový hřídel, kde je zatížení a rychlost otáčení maximální, je možné zajistit výkon ložisek pouze pomocí vložek, což umožňuje dosáhnout "měkkého" povrchu a nízkého koeficientu s nízkým třením při vysoké pevnosti únavy. To je dosaženo použitím vícevrstvých vložek, kde je například hlavní antifrikátový materiál (bronz) přes sublayer niklu pokrytý tenkou vrstvou měkké slitiny babbate. A tak, aby vložky mohou zůstat v posteli s napětím po dlouhou dobu (je nutné zajistit správnou geometrii a odstranění tepla), tento "sendvič" se aplikuje na pevnou základnu - ocelovou pásku. Široké ocelové hliníkové vložky jsou splněny stejným principem: slitina hliníku s cínem současně má jak "měkkost" a trvanlivost a dobré antifrikční vlastnosti.
A konečně, práce ložisek je do značné míry určena vlastnosti motorového oleje - viskozity, teplotní stability, aditivním balíčkem. Je však třeba vzít v úvahu nejen tyto parametry: Olej může být kontaminované pevné částice v důsledku špatné filtrace. V takových situacích je abrazivní opotřebení pracovních ploch nevyhnutelné, zvýšení mezery a nakonec - poškození ložiska.
Všimněte si, že zvýšení mezery v ložisku nad kritickou hodnotou tvořící průměr 0,12-0,15 mm způsobuje klepání. Obvykle se projevuje na zvýšeném rotačním frekvencím a pod zatížením, zesílením při jízdě motoru, když viskozita oleje spadne. Další vykořisťování motoru s takovým ložiskem vede k růstu lavinové mezery v důsledku rázových zatížení, doprovázený silným ohřevem, tání materiálu vložky a opotřebení krku hřídele. Poslední, poslední fáze tohoto procesu jsou zapnout vložky a "vyhození" z jejich zbytků do palety klikové skříně s nevyhnutelným poškozením povrchu lože.
Z naší analýzy vyplývá, že samotný ložisko je mimo řád, je extrémně vzácný. Pokud se to stalo, jednoduchá výměna vložek nemůže udělat - to nepomůže. Proto je důležité najít a eliminovat příčinu poruchy. Pro to, téměř jistě musíte střílet a rozebrat motor. A pečlivě zobrazit všechny své podrobnosti, především - vložky. Jen tak se podaří nainstalovat, ...
Proč uvedl vložení?
Navzdory rozmanitosti příčin ložiska výstupu mohou být rozděleny do dvou skupin. První je spojena s porušením pravidel operace - zde je zodpovědnost zcela na řidiči automobilů. Druhá skupina je však zřejmá chyba mechaniky, která opravuje motor. Některé skupiny jsou navíc četnější, obtížnější. Nicméně, soudce pro sebe.
Brusné opotřebení je velmi běžná příčina poškození vložek. Příčina abrazivních částic zrychlené oblečeníPokud neměníte olejový a olejový filtr po dlouhou dobu. Potom bude filtrační prvek tak znečištěn tak, že většina oleje začne vstoupit do motoru přes otevřený obtokový ventil bez čištění.
Proces abrazivního opotřebení je prudce urychlen, pokud je motor instalován bezdrátové prvky (vačkového hřídele, ventilové tlačí, a tak dále) špatné kvality. Čipy, padající do oleje ve všech rostoucích množstvích, ucpává olejový filtr jen několik set kilometrů kilometru.
A přesto je hlavním důvodem abrazivního opotřebení je špatná shromáždění opraveného motoru. Pokud podrobnosti nejsou před montáži omyty, pak vložky budou sloužit mnohem méně období.
Abrazivní částice se snadno detekují - jsou zapuštěny v měkké pracovní vrstvě vložek ve formě "flitrů", poškrábání povrchu vložky a hřídele - zejména v blízkosti mazacích otvorů. V důsledku nekvalitních montážních vložek, po několika hodinách práce bude takový "bledý" pohled, který se nesetkáte a po tisíce hodin normálního provozu.
Koroze pracovní vrstvy vložky je důsledkem dlouhodobého provozu motoru s vícevrstvými vložkami na "cirkulující" olej. Může být chemicky ovlivněn materiálem vložek, oxidací a zničení pracovního povrchu. Koroze "jíst" horní vrstvu, pak se niklová podvrstva a dostane se do hlavní antifrikční vrstvy a ponechává mnoho pórů na povrchu.
V praxi je tento typ poškození výsledkem tzv. Frettingové korozi (koroze pod napětím) vznikající při vysokých zatíženích v ložiskách. Tento obrázek je více charakterističtější pro dieselové motory, a to nejen kvůli nepravidelné výměně oleje, ale také při použití nevhodných odrůd olejů.
Temné a zničení pracovní vrstvy - typický příklad důsledků opravy motorického motoru. Projevuje se ve formě lokálního oddělení materiálu ze základny.
Darkování se obvykle vyskytuje ve dvou případech:
Nejprve, pokud se použijí vložky, které neodpovídají zatížení a rychlosti otáčení. To vede k únavovému malování pracovní vrstvy, která je obvykle pozorována v horní spojovací tyčové vložce. Taková situace je možná při instalaci vložek na dieselu benzínový motor nebo při použití nafty přímé injekce a vynikající vložky určené pro atmosférický dymsný dieselový motor;
Za druhé, pokud pevná částice spadá mezi vložku a lůžko, pak se zničení vložky dochází v důsledku velmi velkých lokálních zatížení. Zbarvení předchází lokální destrukci maziv a lokálního přehřátí vložky. Poslední okolnosti je klíčem k hledání důvodů - na zadní straně vložky, černý blot přehřátí je potištěný.
Nedostatek maziv - sotva nejčastější příčinou zničení vložek. A začíná zničením olejového filmu. Důvody pro to jsou více než dost.
Nejjednodušší a nejčastější je členění zásobování olejem. Pokud se olej vytáhl z proniknuté palety, štěrbiny olejového čerpadla pohonu nebo ucpání ropného dělníka, výsledek bude jedno - zničení olejového filmu, který kontaktuje povrchy, zvýšení teploty a tání materiálu a roztavení materiálu vložky. Podobný výsledek také poskytuje nedostatečnou mezeru v ložisku, nekonzistentnosti a nevhodném posteli - to vše způsobuje prudký nárůst zatížení a "mačkání" oleje z mezery mezi vložkou a krkem hřídele. Podobný efekt je pozorován a když je olej vypouštěněn palivem nebo chladicím prostředkem, stejně jako při startování na silném mrazu motoru, naplněným hustým letním olejem.
Vložky, které zažily režim oleje hladovění v rané fázi, mají brilantní posílené sekce. Další práce ložiska v tomto režimu vede k rychlému rozšíření poškozených oblastí, opotřebení, objemu, tání a úplného zničení pracovní vrstvy.
Přehřátí vložky obvykle doprovází oleje hladovění. Může se však vyskytnout s hojným mazivem. Například v deformačním lůžku, když vložky nemají dobrý napětí a tepelný kontakt s blokovými podpěry nebo spojovací tyčem. Při opravě motoru stejný výsledek poskytuje nedostatečné utažení šroubů ložiskových krytů nebo částic nečistot mezi rovinami konektoru víka.
Při přehřátí vložky, kromě brilantního posíleného sekcí, sytiči a praskání pracovní vrstvy, ztmavnutí zadní strany vložek, deformace ocelové báze vložení bude pozorována. V tomto případě se vložka instalovaná v posteli nedrží a spadá.
Nosit na okraji vložky vzniká z různých důvodů. S osami osy, lože a hřídel pozoruje diagonální opotřebení hran. Tento obrázek se často projeví na tyči s deformovanou tyčí.
Nosit okraje vložek často vzniká v důsledku příliš velkých karikatur, které jsou vyrobeny na krku klikového hřídele během jeho opravy. Takové opotřebení je možné jak z jednoho, tak na obou stranách vložení v závislosti na formě karikatur.
Šikmé osy vedou k zesílení okrajů vložek, zatímco kartely jsou obvykle sledovány na okrajích rizik rizik, odstraňování "extra" kovu.
Poškození vložek velkými částicemi je pozorováno zejména při instalaci hřídelí získaných různými způsoby svařování a povrchu. V některých případech existuje oddělení kovu aplikovaného na hřídel a jeho částice, odebrání od krku, poškození vložek a zanechává je charakteristické stopy ve tvaru písmene V. Vzhledem k tomu, že se zřídka používají zotavení šachtů, tento druh Vady v praxi téměř nikdy nevyskytují.
S ohledem na příčiny poškození a výstupu vkládání je možné snadno vypracovat seznam činností, které pomáhají, pokud nejsou vyloučeny, pak na minimální snížení pravděpodobnosti poruch. V každém případě bude prevence mnohem jednodušší a výhodnější než opravy. Takže zůstane zjistit, ...
Jak se vyhnout opravě?
První věc, která by byla poznamenána, je pravidla prevence jsou zřejmé, ale z nějakého důvodu na ně mnozí zapomínají (pravděpodobně naděje na notoricky známý "možná"?).
V provozu je pokyny bezproblémové práce ložisek provozuschopnost systému mazání motoru. To znamená, že je nutné použít vysoce kvalitní olej, včasnou kontrolu jeho úrovně a změnit čas olejový filtr. A jakákoli porucha v pracovišti motoru by měla být okamžitě odstraněna, ne ležet "pak".
Komplexní "opravná" pravidla je objemnější. Hlavní věc je čistota všech částí, jejich pozorná kontrola, jak vizuální, tak měřicí přístroje. Zvláštní pozornost by měla být věnována geometrii vložek lůžek, šarže nebo non-paralelnost os a šiků.
Samozřejmě, že opravy nebo restaurování jednotlivých dílů (blok válců, klikového hřídele, spojovací tyče) by měly být prováděny kvalitativně. To musí být zkontrolováno provedením vhodných měření. Při montáži musí být použity pouze vysoce kvalitní komponenty, odpovídající tomuto konkrétnímu motoru. A samozřejmě nemůžete zapomenout na "zlaté pravidlo" motoristu - lepší vzdálenost 0,03 mm více než 0,01 mm méně. Teprve pak si můžete být jisti, že vložka nenechá - ne nosí, není roztaven a nezastaví se.
V motoru spalování tisíce dílů. Všechny jsou v jednom stupni nebo jiné jsou důležité a potřebné pro vyváženou práci komplexního systému. Nicméně, to není možné mluvit o jejich ekvivalentu. Klikový hřídel přímo vysílá energii spalování paliva k hnacím kolům a všechny jeho konjugované detaily jsou jedním z nejdůležitějších.
Zejména mluvíme o vložkách klikového hřídele, malých půl kruhy z měkčího než ocelem klikového hřídele, kov, který má speciální antifrikční povlak. S dlouhým provozem motoru musí být vložky první, kdo selhává, a ne krční klikové hřídele.
Jmenování vložek klikového hřídele
Vložky klikového hřídele jsou v podstatě ložiska posuvné pro spojovací tyče, otáčení klikového hřídele pod vlivem mikrovlnné energie ve spalovacích komorách válců válců.
V tomto systému je rychlost otáčení a zátěže velká, takže je nutné drasticky snížit tření dílů, jinak bude motor selhat téměř okamžitě. Pro snížení třecí síly jsou všechny významné vnitřní konjugace částí motoru v tzv. "Olejové mlhy" v tenkém mikronovém filmu, který je vytvořen speciálním mazacím systémem motoru.
Film, obálkování kovových dílů, je možné pouze s poměrně vážným tlakem oleje. Mezi vložkou a klikovým hřídelem klikového hřídele je přítomen takový olej "vrstva", díky, že třecí silou prudce klesá. Proto vložky klikového hřídele - ochranu, které vám umožní zvýšit životnost, je pro motor dílo tak důležité.
Typy klikových hřídelových vložek
Za prvé, vložky klikového hřídele DV by měly být rozděleny do dvou skupin - domorodých a spojovacích tyčících vložek. Spojovací tyčové vložky, jak je uvedeno výše, jsou mezi spojovacími tyčemi a klikovými střídače, a domorodé provádět podobnou roli, ale umístěte mezi samotné klikové hřídele a místa, kde klikový hřídel prochází krytem motoru.
Pro každý motor se průmysl vyrábí s vložkami klikového hřídele (a spojovací tyče a domorodé), liší se od sebe s jejich vnitřním průměrem. Průměry opravárenských vložek se liší od sebe a odpovídajícím způsobem z vložek instalovaných nový motor, s roztečem 0,25 mm. Je tedy vypracován rozměrový rozsah opravárenských vložek, z nichž každá je větší v průměru (vnitřní) než továrna, o 0,25; 0,5; 0,75; 1 mm.
Zkontrolujte a vyměňte vložky
Dokonce i se správným provozem mazivového systému a neustálé péče o něj v čase, účinek tření na vložkách a samotný klikový hřídel je nevyhnutelný. To se projevuje v tom, že klikové hřídele jsou postupně tvořeny drsnost, drážky. Tlakový olej volně prochází takovými "tunely" a olejový film je tvořen tolik, jak by mělo být. Výsledkem je, že třecí síly se zvyšuje a klikový hřídel je stále více podroben opotřebení.
Proto přes určitý počet kilometrů kilometrů (různé pro každou značku automobilu) je nutné opravit motor, nahrazení vložky klikového hřídele s povinným broušením krku klikového hřídele (eliminuje drsnost).
Pro různé značky Auta Řada dimenzí oprav může být odlišná. Takže, pokud jsou modely VAZ 4, pak pro plyn - 6, se stejným krokem. Někteří výrobci na vložkách klikového hřídele aplikují jejich velikost. Pokud například vložka bude písemná "0, 25", což znamená, že taková vložka má první velikost opravy.
Stupeň drsnosti, který je eliminován nudným a broušením, závisí na velikosti vložek, které budou muset být instalovány na konci opravy. To může být dobře, kdy silný oděv První velikost opravy bude muset přeskočit, okamžitě se otočí na druhou.
Jedním ze způsobů, jak zkontrolovat stupeň opotřebení vložek (s výjimkou přímého měření jejich tloušťky) je použití souboru speciálních řídicích údajů z papíru nebo měděné fólie. Vlastnosti mají tloušťku s roztečem 0,025 mm. Instalací sondy mezi vložkou a krkem hřídele utáhněte, protože by mělo být, všechny připojení, a pak se pokusíte otočit klikový hřídel. Tato operace se provádí, dokud se klikový hřídel roluje s hmotným úsilím. Hodnota tloušťky použité sondy a bude odpovídat velikosti mezery.
Měděné sondy, zatímco mazané máslem a hřídel se neříkají o více než 90 stupňů, aby se zabránilo poškození povrchu vložky.
Práce na inspekci, výběr a výměna vložek klikového hřídele je nejlepší důvěřovat odborníkům, kteří v takové věci hodně zná a má značné zkušenosti. V každém případě jednotlivé funkce a jemnosti, které nevědí, že osoba nemusí všimnout, je možné. Jméno, že ovlivní celý výsledek práce. Být moudrý - důvěřovat komplexní práce Profesionální!
Vložky a rukávy (posuvná ložiska) mohou být rozděleny následovně:
- Ve směru na vnímání zátěže:
- Radiální kluzná ložiska.
- Axiální (tvrdohlavá) kluzná ložiska.
- Pro jmenování:
- Běh klikového hřídele vložky. Jedná se o kluzná ložiska, která zajišťují otáčení spojovací tyče vzhledem k tyčovému čípku.
- Kořenové vložky klikového hřídele.Jedná se o ložiska klouzání, které zajišťují otáčení kořenových hrdlů klikového hřídele v ložním bloku válce. Naši dodavatelé vyrábíme domorodé vložky jako souprava pro celý motor a individuálně pro každou čírku. Pro pohodlí, při montáži se vyrábí sady domorodých vložek, které zahrnují jednu podporu, ve které je blikající ložisková příruba (Semiring) připojena k domorodému vložce.
- Stubborn Semiring / kroužky (hnětací ložisko). Jedná se o kluzná ložiska určená k omezení axiálního pohybu klikového hřídele.


- Podle typu pokrytí:
- All-metal (monometální) ložisko (vložka). Zcela z jednoho materiálu s dostatečnou tuhostí a odolností proti opotřebení.
- Dvouvrstvé ložisko (bimetalic). Nejčastějším typem kluzných ložisek. Taková ložiska se používají ke snížení nákladu v benzínu a bezprostředně dieselové motory v osobní automobily. Sestávají z ocelové základny, střední vrstvy a antifrikční povlakové vrstvy.
- Třívrstvá. Vložky se používají hlavně ve více těžkých nákladních motorech. Třívrstvé vložky se skládají z ocelové vrstvy, která je základem, vrstva výplně (izolační těsnění) poskytující optimální podmínky pro přilehlé ze třetí vrstvy - antifrikce.
- Prskat. V samostatné skupině, třívrstvá kluzná ložiska vyrobená za použití