Lo schema della riparazione delle batterie. Progettazione ricaricabile per la riparazione
Pianificazione dell'area della batteria .............................................. .. ..3.
Introduzione .............................. ... ................ ........... ........................... 9.
1. Guida generale .............................. ................ .......................... ..10.
1.1. Servizio tecnico di batterie ........................ 10
1.2. Riparazione batterie .............................................. .. ... 11.
1.3. Poker utilizzati nella conduzione della certificazione dei servizi di manutenzione e riparazione e le batterie di riparazione ............ 11
2. rami accumulativi di trasporti stradali imprese ............... ........................... .................................................. ... ..12.
2.1.Naznachenie Department .................. ............................ ................. 12.
2.2. Reparto aSostav .............................. ................ ....................... .13.
2.3.Tehnologichesky Processo di manutenzione e riparazione di batterie ........................................ ....................... .. 16.
3. Attrezzature di sicurezza quando riparano le batterie ............... .17
4. Requisiti quando si maneggiano sostanze caustiche, velenose, potassio, sodio ..................................... .............................................. ... 25.
Elenco di letteratura usata .............................................. .. ... 2 7
Layout della batteria.
Il vano batteria esegue riparazione, ricarica e ricarica ACB. In molte principali aziende agricole auto, gli specialisti di questo dipartimento sono prodotti dall'AKB a Tu-1 ea 2. Secondo la tecnologia di manutenzione e riparazione della batteria e dei requisiti moderni nella produzione di officina di produzione di flotte particolarmente grandi, la stanza è divisa in ricezione del dipartimento di filiale, stoccaggio e manutenzione (acido e caricabatterie).Il comparto acido è destinato allo stoccaggio in bottiglie di vetro di acido solforico e acqua distillata, nonché per la preparazione e la conservazione dell'elettrolita, per cui viene utilizzato un piombo o un bagno di faience. È installato su una tavola di legno disposta dal piombo. Per motivi di sicurezza per il versamento dell'acido, le bottiglie sono installate in dispositivi speciali.
La riparazione della batteria viene solitamente eseguita utilizzando parti finite (piastre, separatori, serbatoi). Dopo la riparazione, la batteria è riempita con elettroliti ed entra nella stanza per la ricarica delle batterie. La batteria carica ritorna alla macchina da cui è stata rimossa o inserita in un fondo girevole.
Il numero e la nomenclatura delle apparecchiature tecnologiche sul posto di lavoro sono presentate nella Tabella 1.
Lo schema di pianificazione del posto di lavoro esterno è presentato nella figura 1.
Tabella 1 - Selezione di attrezzature per diagnostica
| Nome |
Complessivamente Dimensioni, mm. |
|||
| 1 |
Boccetta per i rifiuti |
3 |
- |
600x400. |
| 2 |
Workbench per assemblaggio e smontaggio |
1 |
1041N-00. |
1000x700. |
| 3 |
Vasca in vinilplastova. |
1 |
05.t.04. |
1000x550. |
| per lavare ACB. |
||||
| 4 |
Varsstak per riparare akb |
3 |
SGR-59. |
1400x650. |
| 5 |
Stand Diagnostico |
SCYTH 1-02. |
565x750. |
|
| 6 |
Vasca per elettroliti |
1 |
- |
650x400. |
| 7 |
Rack per dettagli, materiali e |
1 |
CGR-80. |
2200x600. |
| attrezzo |
||||
| 8 |
Workbench per fusione di suini e mastice |
1 |
- |
1210x980. |
| 9 |
Bagno per il drenaggio dell'elettrolito |
1 |
- |
1000x600. |
| 10 |
Dispositivo di imbottigliamento acido |
2 |
- |
800x300. |
| 11 |
Distillere elettrico |
2 |
ED-40. |
440x480. |
| 12 |
Raddrizzatori per la batteria di carica |
2 |
Ope-3o. |
450x520. |
| 13 |
Carica del conto e rack di stoccaggio |
1 |
05.e./178. |
3000x1200. |
| 14 |
Piattaforma trolley. |
1 |
TP-300. |
600x900. |
Figura 1 - Pianificazione del vano batteria
1 - spreco di rifiuti, 2 - Banco da lavoro per assemblaggio e smontaggio AKB, 3 - Viniplast Bath per lavare AKB, 4 - Banco da lavoro per riparazione AKB, Fraccio diagnostico 5 stand, 6 - Vasca da bagno per elettroliti, 7 - Rack per dettagli, Materiali e strumenti , 8 - carriola per swing maestri e mastici, 9 - bagno per elettrolito di prugna, dispositivo di versamento di 10 acidi, 11 - Distiller elettrico, rettificatori da 12 - Barbing, 13 - rack per carica e stoccaggio ACB, 14 - carrello piattaforma.
Sulla base della complessità della riparazione annuale delle batterie (batteria ricaricabile), troviamo il numero di dipendenti e quindi l'intera area di separazione.
L'intensità annuale del lavoro è determinata dalla formula:
T g \u003d n pr * tr *, chasha
Dove n unità di riparazione di PR-launtry, 120 pezzi
Unità di riparazione TR PR -Treability, 740 persone
A con -Cofferire la serialità, accettiamo uguale a 1
Kn Over Explement, accettiamo 1,25.
T G \u003d 120 * 740 * \u003d 71040 persone.
La laboriosità dei lavori di assemblaggio pieghevole è di circa il 4% della totale laboriosità della riparazione.
T p \u003d 0,04 * 71040 \u003d 2841,6 persone.
L'elenco del compartimento è determinato dalla formula:
N r.p. \u003d, persone.
- Fondo attivo dei lavoratori di produzione del tempo di lavoro, ora. Con un singolo turno, è 1750 ... 1800 ore.
N r.p. \u003d 1,6? 2 persone.
La composizione incerta della separazione è determinata dalla formula:
N r.yav. \u003d, persone.
Dove i lavori ortosiosi, le persone
-Nomalous Fondo dei lavoratori di produzione del tempo di lavoro, ora. Con un singolo turno, è di 2020 ore.
N r.p. \u003d 1.4? 2 persone.
A causa della complessità e dell'elevata laboriosità del lavoro svolto nel vano batteria, accettiamo il numero di lavoratori pari a 3.
L'area dei locali industriali è determinata dal numero di lavoratori attraverso l'area di attrezzature situate nel dipartimento.
Dal numero di lavoratori di produzione:
F \u003d p * f p, m 2
Dove R SP è l'elenco dei lavoratori di produzione, persone
F r è un'area per lavoratore, m 2.
F \u003d 3 * 25 \u003d 75 m 2.
Per area di equipaggiamento:
L'area di separazione è determinata dalla zona del pavimento occupata dall'attrezzatura e il coefficiente di transizione considerando le zone di lavoro, i passaggi e i passaggi sono espressi come segue:
F \u003d f 0 * k,
Dove f 0 posizione occupata da attrezzature, m 2;
Fattore K-transienti Considerando zone di lavoro, passaggi e passaggi (k \u003d 3.0-4.0)
Conoscere l'area dell'attrezzatura Trova l'area del Dipartimento:
F \u003d 15.92 * 4 \u003d 63,68 m 2.
Selezionare l'area della separazione dello smontaggio, uguale a 77 m 2.
La lunghezza della separazione di 11 metri, la larghezza della separazione di 7 metri.
introduzione
Nelle auto moderne, vengono utilizzate oltre 80 unità di elettrodomestici, la salute dell'auto dipende dalla manutenzione.A seconda dello scopo funzionale del sistema elettrico sono suddivise in un numero di sistemi e gruppi: accensione, avviamento del motore, alimentazione, illuminazione e dispositivi di segnalazione luminosa, strumentazione, commutazione e apparecchiature opzionali.
L'aumento del numero e del potere dei consumatori del sistema di apparecchiature elettriche pone maggiori requisiti per le fonti di energia elettrica in auto, in particolare alla batteria. La crescita della potenza dell'unità dei motori automobilistici richiede la crescita della scarica dell'avviatore della batteria. Inoltre, la batteria deve fornire ai consumatori di alimentazione con il motore OFF o quando funziona a bassa velocità, quando la generazione della tensione impostava meno della tensione della batteria e anche per la condivisione con i consumatori di potenza del generatore quando il loro spessore supera l'installazione di generazione di energia.
La manutenzione delle apparecchiature elettriche è in gran parte influenzata dall'affidabilità e dall'efficienza dell'auto. Pertanto è molto importante mantenere nell'ordine di lavoro, il sistema elettrico delle sue singole unità, in particolare le batterie, la cui riparazione dipende dalla natura dell'operazione e dalla qualità della loro manutenzione e riparazione.
La manutenzione delle batterie è un evento preventivo, condotto forzato in modo programmato attraverso un certo chilometraggio del materiale rotabile nell'ammontare dell'elenco ricevuto delle operazioni.
La riparazione attuale delle batterie viene eseguita nella necessità e viene eseguita in vani batterie (workshop, siti) delle imprese di trasporto su strada. Il volume di lavoro corrente riparazione delle batterie dipende dalle specifiche malfunzionamento della batteria ed è determinato in ciascun caso particolare.
manutenzione qualitativa e tempestiva delle batterie per tutta la loro durata di vita garantisce il funzionamento senza problemi tra i servizi e contribuisce a una diminuzione della necessità di riparazione.
1. Informazioni generali
Sui veicoli, batterie al piombo-acido di avviamento sono usate, che soddisfano i requisiti di GOST 959,0-84 E, GOST 959,23-79, TU 16-563.047-86, TU 16-729.169-79, TU 16-563.049-86, TU 16 -563.009-84 TU 16-563.038-86, 16-729.118-81 TU, TU 16-563.016-86, 16-563.039-86 TU, TU 16-563.040-86, 16-563.041-86 TU, TU 16-563,042 -86, 16-563.043-86 TU, TU 16-563.045-86, 16-563.048-86 TU, TU TU 16-529.951-78 16-729.384-83, 16-563.032-86 TU, TU 16-89.ILAE .563.412, TU 16-88.LILE.563.412.014, TU 16-88.Lilay.563.413.007.1.1. Manutenzione delle batterie
La manutenzione delle batterie esegue la batteria o il meccanico della riparazione dell'auto (auto-elettricità) nelle zone di manutenzione dell'auto.La frequenza e la portata di lavoro (un elenco di operazioni) per manutenzione della batteria è stabilito in conformità con la manutenzione e riparazione del materiale rotabile del trasporto stradale e le istruzioni per il funzionamento della batteria pacchi Zhu-IE. 563410,001 IE.
1.2. Riparazione di batterie
A seconda della natura e la portata del lavoro, la riparazione delle batterie è diviso in corrente e capitale.L'attuale riparazione delle batterie è di sostituire il mastice colata, controllo e sostituzione dei composti inter-elemento, una saldatura delle conclusioni polari, sostituendo i coperchi, il monoblocco di separatori.
riparazioni correnti sono eseguite in vani batteria (negozi, trame) dei veicoli a motore.
La revisione è determinata dalla necessità di sostituire i semi-blocchi di piatti, monoblocco e separatori.
La revisione viene eseguita in unità di riparazione specializzate (workshop).
La riparazione di batterie ricaricabili associate alla sostituzione di piastre può essere eseguita in autoveicoli con buone attrezzature del vano batteria con apparecchiature tecnologiche e presenza di personale altamente qualificato.
1.3. Indicatori utilizzati nella conduzione della certificazione dei servizi per la manutenzione e la riparazione delle batterie.
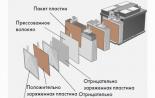
Quando si esegue la certificazione dei servizi di manutenzione e la riparazione corrente delle batterie dell'avviatore automobilistico, i seguenti indicatori utilizzano:1. Pacchetto batteria.
2. Dimensioni della batteria complessiva.
3. Collegamenti della batteria nella batteria.
4. Posizione delle conclusioni "+" e "-", la loro marcatura e dimensione.
5. Lo stato della superficie esterna della batteria.
6. Condizioni della batteria (carica, non carica).
7. La presenza di un pannello di sicurezza sui separatori.
8. Senza senso della batteria nei luoghi delle conclusioni.
9. Sigillatura della batteria.
10. Designazione della batteria.
11. Livello dell'elettrolito.
12. Capacità della batteria.
13. Caratteristiche della categoria di avviamento.
14. Densità dell'elettrolito.
15. Tensione della batteria.
16. Modalità di completamento.
2. Uffici accumulativi delle imprese di trasporto su strada.
2.1. Nomina di separazione.
La manutenzione e la riparazione di batterie nelle imprese di trasporto su strada vengono eseguite in vani batterie (piazzole, negozi e workshop), quindi nel testo - separazione. La manutenzione delle batterie esegue gli impiegati direttamente in auto nelle zone di manutenzione. I composti ricaricabili sono progettati per la manutenzione e la riparazione attuale delle batterie associate a test approfonditi delle condizioni tecniche, della ricarica, della sostituzione dei separatori, del rewinding mastice, della riparazione dei terminali di collegamento, dei perni di pin, ecc. Il dipartimento contiene anche lo stoccaggio delle batterie prelevate dalla macchina e dalla rivolta. La contabilità per lavori eseguiti durante la manutenzione e la riparazione di batterie viene eseguita.Pertanto, i seguenti lavori vengono eseguiti nel vano batteria:
- Manutenzione delle batterie della batteria;
- Riparazione attuale delle batterie;
- Contabilità del funzionamento delle batterie e del loro spazio di archiviazione.
2.2. Composizione di confronto
Conformemente alla nomina e al volume di lavoro eseguiti, le seguenti sezioni dovrebbero includere le seguenti sezioni: riparazione, elettrolitico (acido), ricarica, macchine e servizi di riparazione.Il sito di riparazione è progettato per la manutenzione e la riparazione di batterie.
Elettrolito (acido) - per la preparazione e lo stoccaggio di elettroliti e acqua distillata.
Carica - per caricare le batterie.
Macchina - Per accogliere le unità di ricarica e rimuove con dispositivi di misurazione elettrica.
Servizi di utility - per immagazzinare materiali, nuove batterie e batterie che richiedono riparazione.
La posizione dei terreni, nonché il collocamento di attrezzature del dipartimento dovrebbe fornire una sequenza tecnologica di lavoro in base al quale la batteria si spostava da un'operazione a un altro modo più breve con spese e tempi minimi. Il dipartimento deve essere dotato di attrezzature, dispositivi, dispositivi e strumenti tecnologicamente necessari. I grafici di servizio e riparazione sono consigliabili per posizionare nelle immediate vicinanze dell'area di manutenzione e riparazione, da dove provengono le batterie, richiedendo un controllo approfondito, una carica o una riparazione. Accanto al sito e al sito di riparazione dovrebbe essere il sito di ricarica e il ripostiglio. L'area elettrolita (acido) può essere inserita nella stessa stanza con un sito di ricarica. Trama della macchina per ridurre la lunghezza dei cavi conduttivi e dei pneumatici dovrebbe essere posizionato il più vicino possibile al sito di ricarica. A seconda del programma di produzione e riparazione e riparazione, la disponibilità di aree di produzione, il vano batteria può essere collocato in cinque, quattro, tre stanze, non meno di due stanze e, come eccezione, in una stanza. Quando il vano batteria si trova nella stessa stanza, sono raccomandate le sezioni di ricarica ed elettrolita. Quando il vano batteria si trova in tre stanze, si consiglia di disporre di un caricatore ed elettrolitico settori nella stessa stanza, nell'altro - riparazione e sezioni della macchina, nei materiali terzi, acido e batterie. Lo scomparto ricaricabile situato in due stanze (senza ripostiglio), le sezioni sono combinate allo stesso modo dell'opzione Layout precedente. Quando la separazione si trova nella stessa stanza, che è consentita come eccezione, la ricarica delle batterie dovrebbe essere eseguita in un armadio speciale con uno scarico individuale, l'inclusione di cui è sbarco con l'inclusione del caricabatterie. La differenza nel grado di equipaggiamento con attrezzature dipenderà dalla capacità produttiva del dipartimento. Di seguito è riportato un elenco di attrezzature tecnologiche alle soluzioni di pianificazione tecnologica dei dipartimenti ricaricabili.
Laboratorio specializzato esegue:
-Tutti tipi di riparazione di batterie;
- l'elettrolito e l'acqua distillata;
- Batterie ricaricabili nuove e riparate nello stato di lavoro;
- cicli di controllo e formazione per batterie riparate quando sono verificate;
- ciottoli e affitta un lettino per la batteria contenente il piombo.
In conformità con l'appuntamento e la portata del lavoro svolto, i seguenti dipartimenti industriali e sussidiari possono includere:
- Ricezione - per accettare le batterie che vengono per la riparazione o la ricarica;
- Caricabatterie - per caricare le batterie;
-Elettrolite (acido) - per la preparazione di elettroliti e acqua distillata;
-Mashny - per ospitare unità di ricarica e scudi con dispositivi di misurazione elettrica, reostatrici e cabina;
-The-problema-difettoso - per smontare le batterie ricevute per riparazioni e parti di difetti;
- Assemblea - per tutti i tipi di riparazione di batterie e reclutamento di parti adatte;
- Liteiny - per la preparazione (fusione) di composti intercessanti, barnet e barrette additivi;
- Prodotti di stoccaggio e emissione di prodotti finiti.
Il comparto della fonderia si trova nelle immediate vicinanze del dipartimento di riparazione e assemblaggio.
Oltre ai dipartimenti elencati, il workshop dovrebbe avere un magazzino di fondi di riparazione, un magazzino di pezzi di ricambio e materiali, una sala per la pubblicazione di amministrazione, servizio di fornitura, compartimento meccanico.
Per il lavoro di produzione, è necessario fornire: una sala ricreativa e pasti, un armadio per abbigliamento da lavoro, una doccia e un armadio per abiti puliti.
Tutti i reparti del workshop sono consigliati per essere posizionati in conformità con il processo tecnologico delle batterie di riparazione e caricamento.
2.3. Processo tecnologico di manutenzione e riparazione di batterie.
Batterie ricaricabili che hanno inserito il workshop, che richiedono solo caricare, vengono inviate al vano di ricarica, dove sono installati sul rack. L'elettrolito viene versato in nuove batterie e acqua distillata nell'uso utilizzato. Quindi le batterie, a seconda del contenitore elettrico, sono selezionate nel gruppo di ricarica. Le batterie ricaricabili sono caricate dalle unità di ricarica situate nel vano macchina. Alla fine della carica della batteria, se necessario, la densità dell'elettrolita è regolata. Le batterie cariche che hanno percorsi elettroliti sulla superficie sono neutralizzate con una soluzione del 10% di soda calcinata o alcool ammonico, asciugare con uno straccio e inviato alla separazione dei prodotti di archiviazione e emissione di prodotti finiti. Batterie ricaricabili che richiedono riparazioni Immettere il reparto ricevente in cui controllano le loro condizioni tecniche e stabiliscono il tipo di riparazione. Se le batterie non richiedono lo smontaggio per stabilire un tipo di riparazione (perni di benedizione, crepe nel coperchio della batteria, fessure monoblocco, la necessità di ricaricare il mastice), vengono inviate al vano riparazione e assemblaggio per eliminare questi errori. Dal reparto riparazione della batteria, vengono inviati allo scomparto di ricarica per caricare o nello stoccaggio ed emittente dei prodotti finiti. Piatti adatti, monoblocchi, coperture, collegamenti intercessanti e altre parti vengono inviati alla separazione di riparazione e assemblaggio direttamente all'assemblaggio e i dettagli che hanno difetti monouso sono di riparare. I composti intercessanti inadatti vengono inviati al comparto di casting sulla fusione. Nel reparto di riparazione e assemblaggio, tutte le parti e i materiali necessari per riparare le batterie ricevute dalla diffusione e del ramo di assemblaggio e dai pezzi di ricambio e dei materiali sono raccolti il \u200b\u200bmagazzino. Le batterie ricaricabili rinnovate vanno al magazzino di deposito e rilascio di prodotti finiti o nel caricabatterie.3. Attrezzature di sicurezza durante la riparazione delle batterie.
Il reparto di riparazione della batteria deve essere isolato dagli altri uffici. Carica simultanea di 10 e più batterie ricaricabili sono prodotte in una sala isolata dotata di rack o in una stanza condivisa del workshop, ma le batterie devono essere installate nell'armadio di scarico.
Per proteggere le scarpe del vano batteria funzionante dalla distruzione al pavimento, vengono posizionati piccoli reticoli rivestiti con vernice resistente agli acidi. Ogni giorno alla fine del lavoro, il pavimento del vano batteria e il reticolo vengono lavati con acqua.
Per illuminare il vano batteria, vengono utilizzati lampade senza esplosioni e gli switch, le prese e i fusibili sono installati nel vestibolo.
L'unità di riparazione della batteria è dotata di fornitura e ventilazione di scarico per rimuovere vapori di acido solforico, piombo, loro composti, idrogeno e altri gas e polvere.
Le batterie ricaricabili allagate con elettrolite vengono trasportate su carrelli speciali con prese in termini di dimensioni delle batterie trasportate. È possibile trasferire solo le batterie usando manualmente utilizzando gli apparecchi speciali - Pinze o cestelli.
Per proteggere le mani da ustioni con acido solforico, i guanti di gomma vengono messi avanti. Il corpo e gli indumenti dagli effetti dannosi dell'acido proteggono i grembiuli gommati o in lana.
Quando si lavora con elettroliti, vengono utilizzati scarpe in gomma e tessere occhiali di sicurezza nel cerchio di gomma.
L'elettrolita è preparato in piatti da un ebano o in plastica.
Dai bottiglie pesanti, è scomodo e pericoloso traboccare l'acido, quindi usano gli apparecchi che consentono di inclinare gradualmente la bottiglia al livello desiderato, o un sifone.
L'elettrolito viene preparato versando un flusso sottile di acido solforico in acqua distillata. La miscela è continuamente agitata da una bacchetta di vetro. L'acido è sormontato da una tazza di ceramica attraverso un imbuto di vetro o pera in gomma. L'acido solforico che è caduto sulla pelle il prima possibile viene lavato via con una soluzione del 10% di neutralizzazione di bevande soda e acqua, altrimenti l'acido causa profonde ulcere. L'acido solforico versato a caso viene immediatamente neutralizzato dalla stessa soluzione. Dopo la fine del lavoro con l'acido lavare accuratamente le mani con acqua calda con sapone.
Nel luogo di fusione, ripieni, saldatura e saldatura suina sono organizzate ombrelloni speciali per cappucci. Il lavoro è eseguito in giacche a telone, pantaloni ad occhio, occhiali protettivi e respiratori. La saldatura dei ponti di collegamento con piombo viene eseguita con la ventilazione.
Le piastre non idonee e il piombo non idoneo ei suoi rifiuti sono conservati in un cassetto di chiusura separato. È vietato prendere ossidi di piombo con le mani.
Per evitare un'esplosione di gas di ringday nel compartimento di ricarica, vengono seguite le seguenti regole: tutti i lavori relativi ai cavi di collegamento e scollegamento prima e dopo la ricarica possono essere eseguiti solo quando la corrente è spenta, deve essere il serraggio dei fili sufficientemente stretto per prevenire la propria scintilla; Durante la ricarica delle batterie, non è possibile utilizzare la forcella di carico, poiché un'esplosione di gas di ringday può verificarsi da scintillanti sui terminali. È possibile controllare la batteria con la forcella di carico non prima di un'ora dopo la ricarica. Per evitare bruciare, la resistenza della spina di carico deve essere chiusa da un involucro. L'uso di partite, candele, fuoco aperto, il riscaldamento della separazione da parte di cavità elettriche è categoricamente proibito.
Nel processo di funzionamento delle batterie, c'è bisogno di riparazione e ricarica. A seconda della natura del malfunzionamento, la portata del lavoro è divisa in piccole, medie o revisioni:
- Le piccole riparazioni includono la sostituzione del mastice di riempimento o dell'eliminazione dei difetti di lattine, saldatura del ponticello, attacco delle conclusioni, sostituendo il coperchio della batteria, lavare con mortaio neutro.
- La riparazione media include piccole operazioni di riparazione, nonché la rimozione del precipitato dalle lattiche, la revisione con la sostituzione parziale delle piastre e le strisce di collegamento, l'assemblaggio e l'installazione della separazione, la sostituzione del monoblocco.
- La revisione comprende tutte le operazioni di riparazione medio e, inoltre, eliminando le fessure nel bordo delle piastre e dei campioni di griglie in piastre negative, sostituire la polarità semi-blocco di elettrodi, monoblocco, coperture e separatori.
- Nel laboratorio ricaricabile, le partizioni interne che separano le stanze di ricarica e acide dal resto dovrebbero essere solide sul pavimento al soffitto, le pareti ad un'altezza di 1,5 - 1,8 m dal pavimento devono essere rivestite con piastrelle resistenti agli acidi.
Le pareti interne sono ammesse con gesso di cemento con Primrato e tono leggero di vernice resistente agli acidi colorato, pavimenti in mattoni o cemento con uno strato di asfalto con uno spessore di almeno 30 mm.
- Il riscaldamento del workshop della batteria deve essere centrale, fornendo una temperatura non inferiore a 15 ° C. L'illuminazione complessiva dovrebbe essere almeno 45 LCS. Il reparto di ricarica deve essere dotato di cablaggio ermetico e rinforzo dell'illuminazione.
-La officina emurale dovrebbe avere una rete fognaria isolata con uno speciale settico esterno per neutralizzare con soluzioni alcaline.
- I locali dell'accumulatore dovrebbero consentire il lavaggio di pavimenti e pareti con acqua dal tubo.
-Evenzione del workshop della batteria dovrebbe fornire contenuti in aerosol aerosol di acido solforico non più di 1 mg / cubo. m, piombo e i suoi composti inorganici - non più di 0,01 mg / cubo. M, dovrebbe essere fornito con uno scambio d'aria di sei otto tonde di 1 ora.
- La preparazione dell'elettrolita deve essere utilizzata acqua distillata e una soluzione di acido solforico con una densità di 1,40 g / cubo. cm.
La temperatura di congelamento dell'elettrolito della batteria principale, a seconda della sua densità è riportata nella tabella. 2.
Tavolo 2
La dipendenza della temperatura di congelamento dell'elettrolito dalla sua densità
Nota. Le temperature di congelamento più basse sono caratterizzate dalla densità dell'elettrolito delle batterie automobilistiche quando sono completamente caricate.
La dipendenza della tensione sulla batteria sul grado di scarico è riportata nella tabella. 3.
Tabella 3.
La tensione sulla batteria a seconda del grado di scarica
Nota. Il livello dell'elettrolito deve essere superiore ai bordi superiori di separatori o piastre di sicurezza.
-La batteria di ricarica deve essere effettuata dopo che l'elettrolita viene rimosso da esso. Monoblocchi, copertine, tappi dopo il lavaggio devono essere soggetti a difetti.
Gli elettrodi negativi e positivi sono soggetti a riparazione a un solfato inferiore al 20%, arrogante per meno di 3 mm, morso delle orecchie.
- I dipendenti sull'installazione e la ricarica delle batterie si occupano di acidi caustici e alcali, che, con una maneggevolezza errata, possono causare ustioni e occhi del corpo chimico, avvelenamento da organismo (acido solforico a concentrazioni elevate nell'aria).
- Durante la ricarica delle batterie, l'idrogeno è evidenziato, il quale sollevatori nell'aria molto piccoli spruzzi di elettroliti. Il contenuto di idrogeno nella stanza può raggiungere una concentrazione esplosiva, quindi senza una ventilazione costante, l'installazione e la ricarica delle batterie è vietata.
- I dipendenti impiegati per l'installazione e le batterie di ricarica sono tenuti a conoscere bene e soddisfare rigorosamente le norme per l'implementazione sicura dei lavori elettrici e della messa in servizio delineati nell'istruzione di produzione.
- L'amministrazione è obbligata a creare normali condizioni di lavoro, per garantire il posto di lavoro necessario per l'esecuzione sicura di lavoro tramite mezzi:
Acqua di rubinetto scorrente per lavare lo spray acido e alcali;
Soluzione del 5% di bevande sodio per neutralizzazione dell'acido;
Soluzione del 10% di acido borico per neutralizzazione alcali;
2% di soluzione di acido borico per lavare gli occhi.
- Prima dell'inizio del lavoro, il master deve provare in azione in vigore - ventilazione di scarico, controllare il funzionamento del riscaldamento (in inverno) e illuminare i locali della batteria ed eseguire lo strumento di produzione dei dipendenti sul posto di lavoro.
- I lavoratori si sono impegnati in riparazioni e caricare le batterie, dovrebbero sapere ed eseguire:
Carattere e metodi sicuri di produzione del lavoro;
l'ordine del passaggio alla posizione della stanza dell'accumulatore;
la procedura per ricevere e passare le chiavi dalla stanza dell'accumulatore;
la procedura per accendere e spegnere la ventilazione, l'illuminazione fissa;
Ordine di scarico e luogo di stoccaggio sono bottiglie con acqua acida e distillata;
La procedura per condurre lavori di saldatura elettrica a gas;
l'ordine delle batterie di stampaggio;
Le principali regole per assistere la vittima e la posizione delle soluzioni neutralizzanti;
La posizione del telefono più vicino e la procedura per chiamare le cure mediche di emergenza, la protezione antincendio, il capo del lavoro.
- Impianti elettrici I principali montaggio della batteria devono avere un gruppo di sicurezza elettrico non inferiore a III.
- I requisiti di base per la stanza dell'accumulatore sono mostrati nella tabella. quattro.
Tabella 4.
Requisiti di base per il dispositivo di batterie dell'accumulatore
| Parametro normativo |
Il valore del parametro |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. Larghezza dei passaggi nella luce tra le batterie per il servizio: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| con posizione unilaterale |
Non meno di 0,8 m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| con posizione fronte-retro |
Non meno di 1,0 m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2. Distanza dalle batterie ai dispositivi di riscaldamento |
Non meno di 0,75 m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. La distanza tra le parti attuali delle batterie, la tensione tra cui durante il normale funzionamento (non quando si carica) supera i 65 V: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| a tensione fino a 250 V |
Non meno di 0,8 m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ad una tensione di oltre 250 V |
Non meno di 1,0 m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. Tensione nominale della batteria a cui le griglie isolanti in legno devono essere installate nei passaggi per la manutenzione | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
introduzione Il tema del mio progetto di diploma è "Organizzazione del laboratorio della batteria di un'azienda di trasporto automobilistica di 370 Zil-5301." Il workshop ricaricabile occupa un posto importante nel processo generale tecnologico di ATP. L'ereditarietà dall'ex URSS della Russia, un'infrastruttura relativamente potente di veicoli con un vasto sistema per la pianificazione dell'organizzazione del trasporto e del servizio operativo con una base tecnologica abbastanza moderna per la riparazione di PS AT è stata ottenuta. Tuttavia, un aumento significativo dell'efficienza del processo di trasporto, riducendo allo stesso tempo il costo del trasporto, non è stato sufficiente - è richiesta la ricerca di nuove soluzioni ottimali, soprattutto nelle condizioni della transizione dell'intera economia alle relazioni del mercato. Privatizzazione e incorporazione dell'ex ATPS con trasmissione piena o parziale alla proprietà privata, compresa la PS, ha chiesto di apportare cambiamenti significativi nell'organizzazione del processo di trasporto e all'organizzazione del servizio di riparazione. Sottoposto a cambiamenti significativi, sia in quantitativo che qualitativamente, della struttura di controllo stessa. Pertanto, ad esempio, l'ex ministero dell'ambito e le autostrade della Federazione Russa entrò nel dipartimento del trasporto congiunto, il cui lavoro mira a combinare gli sforzi, in precedenza modifiche di trasporto e la creazione di un singolo sistema di trasporto che soddisfi i requisiti moderni dell'economia di mercato. Tuttavia, va notato che le disposizioni di base di base precedentemente accumulate e ben consolidate di funzionamento, manutenzione e riparazione di PS sono rimaste invariate, senza contare le singole innovazioni "cosmetiche". Come prima, una potente leva aumenta l'efficienza dei veicoli in generale è la meccanizzazione e l'automazione dei processi produttivi del servizio di riparazione in ATP con l'introduzione di nuove tecnologie, attrezzature per garage (comprese le imprese straniere). Per l'attuazione dei compiti, l'industria nazionale, nonostante la complessa situazione economica, continua ad espandere la nomenclatura dell'apparecchiatura del garage prodotta per quasi tutti i tipi di lavoro e, prima di tutto, per adempiere alle operazioni ad alta intensità di lavoro. Un ruolo significativo nell'aumentare la produttività dei lavoratori di riparazione e, di conseguenza, nel ridurre il costo del lavoro, il metodo di streaming è ridotto e nelle zone di montanti specializzati (oltre a universale), l'introduzione di un metodo aggregato di riparazione, Quando invece di componenti difettosi e aggregati su A / M sono immediatamente pre-rinnovati dal Fondo girevole - Ciò consente drammaticamente di ridurre il veicolo semplice nella riparazione. Nei laboratori ausiliari, un effetto significativo dà l'uso della tecnologia del percorso, che riduce i costi irrazionali del tempo di lavoro. Un valore ancora maggiore sarà allegato ai tipi di diagnosi corrispondenti, perché Oltre al rilevamento rapido e accurato di vari fallimenti e malfunzionamenti, consente di prevedere una possibile risorsa delle attività di A / M senza riparazione, che in genere facilita il volume ottimale del lavoro in anticipo, e questo, a sua volta, consente Per stabilire la chiarezza dell'organizzazione di tutti i collegamenti ATP Repair Service, compresi i problemi di fornitura. L'esperienza dell'utilizzo della diagnostica in ATP indica una significativa diminuzione delle situazioni di emergenza sulla linea per motivi tecnici e su un'economia significativa delle risorse di produzione - fino al 10-15%. L'implementazione dei compiti di fronte al servizio di riparazione ATP consentirà, oltre a questi momenti positivi, per aumentare la cultura totale della produzione, creare condizioni sanitarie e igieniche ottimali per i lavoratori. Un'altra direzione nell'aumentare dell'efficiente funzionamento dei veicoli è la produzione di produttori e introduzione al processo di trasporto di un tipo di PS fondamentalmente nuovo - da potenti trattori auto per il trasporto a lunga distanza a mini-camion di vari tipi con elevata manovrabilità per le città ( Ad esempio, "Gazelle", "Bulls"). L'implementazione delle attività delineate consentirà indubbiamente il processo di trasporto più rapidamente e in un volume più ampio per effettuare il processo di trasporto durante la manutenzione della popolazione e varie parti della Federazione russa, riducendo al contempo il costo dei servizi di trasporto, che renderà possibile Per rendere i veicoli a motore economicamente vantaggiosi, incontra i requisiti moderni. 1 Organizzazione del processo tecnologico nel negozio di accumulatore del trasporto stradale Il vano batteria esegue riparazione, ricarica e ricarica ACB. In molte principali aziende agricole auto, gli specialisti di questo dipartimento sono prodotti dall'AKB a Tu-1 ea 2. Conformemente alla tecnologia di servizio e riparazione di AKB e requisiti moderni per la produzione nel workshop, in particolare credono Auto, i locali del dipartimento sono suddivisi in reperti, deposito e reparti di riparazione (acido e caricabatterie). Il comparto acido è destinato allo stoccaggio in bottiglie di vetro di acido solforico e acqua distillata, nonché per la preparazione e la conservazione dell'elettrolita, per cui viene utilizzato un piombo o un bagno di faience. È installato su una tavola di legno disposta dal piombo. Per motivi di sicurezza per il versamento dell'acido, le bottiglie sono installate in dispositivi speciali. Una batteria difettosa viene ricevuta alla sala della reception. Viene monitorato dalla condizione tecnica e determina il mantenimento del lavoro di manutenzione e riparazione. Successivamente, a seconda dello stato, vengono a riparare o ricaricare. La riparazione della batteria viene solitamente eseguita utilizzando parti finite (piastre, separatori, serbatoi). Dopo la riparazione, la batteria è riempita con elettroliti ed entra nella stanza per la ricarica delle batterie. La batteria carica ritorna alla macchina da cui è stata rimossa o inserita in un fondo girevole. AKB è solitamente assegnato alle auto. Per fare ciò, il numero di garage A / M è installato sui ponticelli della batteria. In autorazioni medi o piccole, il vano batteria si trova di solito in due stanze. In uno, la ricezione e la riparazione delle batterie vengono eseguite e l'elettrolito e la ricarica delle batterie vengono eseguite nell'altra. 2 Calcolo del programma di produzioneDati di origine per il design
Appunti: 1. Il numero di operazioni ricaricabili del workshop per scopi di pianificazione secondo il metodo della scuola tecnica è accettato pari a 305 giorni. 3 Regolazione della frequenza a. E Chilometraggio alle principali riparazioni Standard dei diritti corretti in base ai seguenti fattori: 2. Il coefficiente di K 2, che tiene conto della modifica del materiale rotabile, accettare la tabella. №3 "Appendici" è uguale a 2 \u003d 1.0; 3. Il coefficiente a 3, tenendo conto delle condizioni climatiche naturali, per la nostra zona centrale sul tavolo. №3 "Appendici" Accetta - K 3 \u003d 1.0. Coefficienti risultanti per la regolazione Accettiamo quanto segue: 1) Per periodicità, quindi - a quello \u003d k 1 * k 3 \u003d 0,8 * 1.0 \u003d 0,8 2) Per il chilometraggio al tappo. Riparazione - a KR \u003d K 1 * a 2 * K 3 \u003d 0,8 * 1.0 * 1.0 \u003d 0,8 Gli standard periodicati sono (per i nuovi modelli di auto, per la categoria I con la categoria I) prendono dal tavolo. №1 "APPLICAZIONI" e standard di un chilometraggio interremintrico alla Repubblica del Kirghizista dal tavolo. №2. 1. Produciamo un aggiustamento del chilometraggio fino a-1: L 1 \u003d k a * h 1 \u003d 0,8 * 3000 \u003d 2400 km 2. Corretto chilometraggio fino a-2: L 2 \u003d k a * h 2 \u003d 0,8 * 12000 \u003d 9600 km 3. Corretto chilometraggio alla Repubblica Kirghi (ciclo): L c \u003d a cr * n kr \u003d 0,8 * 300000 \u003d 240000 km 4 Definizione del programma di produzione DI Quella E Kr. PER CICLO Per il ciclo prendiamo il chilometraggio prima del cr NOTA: Poiché tutte le pianificazione in ATP sono condotte per un anno, è necessario per il programma di produzione per il ciclo tradurre il programma annuale per l'intero materiale rotabile di ATP; A tale scopo, predeminiamo i coefficienti di prontezza tecnica (un TG), l'uso del parcheggio (A e) e la transizione dal ciclo entro l'anno (| D). 5 Definizione del coefficiente di prontezza tecnica Il coefficiente di prontezza tecnica è determinata tenendo conto del funzionamento di A / M per ciclo (DC) e del tempo di inattività dell'auto nella riparazione del ciclo di funzionamento (DC).
6 Definizione del coefficiente di utilizzo del parco Questo coefficiente è determinato, tenendo conto del numero di giorni di lavoro del parco nell'anno - D RSP (sul compito) dalla formula: a \u003d A TG * D RGP / 365 \u003d 0,97 * 305/365 \u003d 0,81 7 Determinazione del numero di E PER R. Come menzionato sopra, questo coefficiente è determinato per trasferire il programma di produzione ciclici per l'annuale:n r \u003d a e * 365 / d Etz \u003d 0,81 * 365/2667 \u003d 0.11. Determinazione del numero di E PER R intorno al parco per l'anno Nota. Indicatori di calcolo - N di KRG, N 2G, N 1G, N Jog: Arrotondare i numeri interi. Determinazione della quantità quindi nel parco al giorno Nota. 1. Indicatori di calcolo - N 2SUT, N 1Cut, N EO Sut - Round fino a numeri interi. 2. Dal momento che Zone-1 e TO-2 nella maggior parte degli ATP il sabato e la domenica e sulle vacanze non funzionano, e le zone EO agiscono tanto quanto l'intero parco funziona, cioè. D RG ZONE EO \u003d D RGP Park (sul compito). Accettiamo: D RG ZONE a-2 \u003d 305 giorni. D RG ZONE a-1 \u003d 305 giorni. D RG ZONAL EO \u003d 305 giorni. 8 Determinazione del lavoro annuale del lavoro del lavoro L'intensità annuale del lavoro di lavoro per workshop e dipartimenti di ATP è presa come una quota della totale intensità del lavoro delle opere su TR per l'intera flotta, e che, a sua volta, è determinata dalla formula: T tr \u003d l GP * T TR, dove: L GP è il chilometraggio totale annuo dell'intero materiale rotabile di ATP (in migliaia di km); tR - La specifica intensità del lavoro di TR, viene data per ogni 1000 km della pulce di auto e rimorchi di parchi; L GP - Determinare dalla formula: L GP \u003d 365 * A e * L cc * a c \u003d 365 * 0,81 * 90 * 370 \u003d 9845145 km. t TR - prendi dal tavolo. №5 "Applicazioni" e accettare - t tr \u003d 4,8 persone-ora. Perché Questi standard sono forniti per i principali modelli di base di nuove auto, per la categoria I delicazione - è necessario regolare Tel Tel, tenendo conto dei coefficienti di correzione - a 1, a 2, a 3, ecc. E prendiamo I loro valori dalle tabelle "Applicazioni" per regolare la "laboriosità", non "corre", come prima. K 1 è un coefficiente che tiene conto della categoria di condizioni operative. K 2 è un coefficiente che tiene conto della modifica del materiale rotabile. Per 3 - coefficiente, tenendo conto delle condizioni climatiche naturali. Per 4 - un coefficiente che caratterizza la flotta del parcheggio dall'inizio dell'operazione (dalla tabella. No. 3 "Applicazioni") e convenzionalmente accettata uguale a 1. K 5 è un coefficiente che caratterizza la dimensione dell'ATP e, quindi, la sua attrezzatura tecnica, prendiamo dal tavolo. №3 "Applicazioni". Ora determiniamo il coefficiente risultante per la correzione di HDDTrukoskost - CTR, secondo la formula: K TR \u003d K 1 * K 2 * K 3 * K 4 * K 5 \u003d 1.2 * 1 * 1 * 1 * 0.8 \u003d 1.02. Produciamo la regolazione della specifica complessità normativa T TR: t ¢ tr \u003d TR * TR * TR \u003d 4.8 * 1.02 \u003d 4.9 Persone-Hour. Determiniamo l'intensità annuale del lavoro del TP sulla formula di cui sopra: T tr \u003d l GP / 1000 * T ¢ tr \u003d 9845145/1000 * 4,9 \u003d 48241 persone-ora. Determiniamo la quota di opere da Tel, venendo alla batteria sul tavolo. №8 "Applicazioni". Condividi off \u003d 0,03. Determiniamo l'intensità annuale del lavoro delle papatte di lavoro per il laboratorio ricaricabile ATP dalla formula: T R OFF \u003d TR * TR * Depth. \u003d 48241 * 0,03 \u003d 1447 persone. Tutti gli indicatori delle intensità annuali di lavoro sono arrotondati ai numeri interi. Dal momento che l'organizzazione del lavoro nel dipartimento è progettata con me, tenendo conto delle ultime raccomandazioni NIIAT, con l'introduzione delle disposizioni di base delle note, utilizzando nuovi modelli di attrezzature per garage, la produttività del lavoro nel dipartimento aumenterà almeno il 10% e il fattore di incremento della produttività del lavoro sarà: Quindi la proiettata intensità annuale del lavoro del lavoro nel workshop sarà: T ¢ R DEP. \u003d T G OFF. * A PP \u003d 1447 * 0.9 \u003d 1303 persone-ora. L'intensità del lavoro annuale rilasciato dovuta al previsto aumento della produttività del lavoro (rispetto agli standard esistenti generalmente accettati) - sarà: T g. \u003d T G OFF. - T ¢ r Off. \u003d 1447 - 1303 \u003d 144 persone-ora. 9 Determinazione del numero di lavoratori nel workshop della batteria Determiniamo il numero di lavoratori tecnologicamente necessari (numero di posti di lavoro) dalla formula: R t \u003d t ¢ r spento. / F m \u003d 1303/2070 \u003d 0,6 persone. Accetto: P T \u003d 1 persone, dove f m è un fondo di lavoro valido valido (tenendo conto del numero di giorni di lavoro nell'anno di separazione e durata del turno), secondo la tabella. №10 "Applicazioni" del manuale metodico Accetta: F m \u003d 2070 persone-ora. Determina il numero normale (elenco) dei lavoratori: P ш \u003d T ¢ r Off. / F p \u003d 1303/1820 \u003d 0,7 persone, dove f R è un fondo di orario di lavoro valido, tenendo conto delle vacanze, delle malattie, ecc., Accettiamo il tavolo. №10 "Applicazioni" - F p \u003d 1820 persone-ora. Quindi, il numero del personale di uffici di lavoro finalmente accetta: p sh \u003d 2 persone. Nota: in base alla necessità tecnologica e all'esperienza lavorativa, prendo P sh \u003d 2 persone. 10 Definizione dell'area di produzione del laboratorio Definiamo l'area totale in termini di attrezzature e attrezzature organizzative, secondo la formula: F Sum \u003d F ¢ Sum + F ¢¢ Sum \u003d 1,697 + 14.345 \u003d 16.042. L'area stimata del workshop è determinata dalla formula: F workshop \u003d F Sum * a PL \u003d 16.042 * 3,5 \u003d 56,147, Al PL - il coefficiente di densità della densità per questo workshop, date le specifiche e la sicurezza del lavoro; Al PL. Prendiamo dal tavolo. №11 "Applicazioni" pari a 3,5. Considerando che i nuovi edifici e i locali sono solitamente costruiti con una griglia di più - 3 m, e le dimensioni del workshop più comuni sono: 6 * 6, 6 * 9, 6 * 12, 9 * 9, 9 * 12, 9 * 24, ecc. - Prendo la dimensione del workshop uguale a - 6 * 9 m. Quindi l'area del workshop sarà di 54 m 2. Vedomost a una selezione di attrezzature tecnologiche
Vedomost a una selezione di laboratorio di attrezzature organizzative
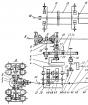
Vedomost a una selezione di attrezzature tecnologiche 11 Organizzazione proposta di processo tecnologico Il workshop ricaricabile nel mio progetto ha dimensioni - 6 * 9 e, di conseguenza, l'area è di 54 m 2. Poiché ci sono zone con condizioni di lavoro specifiche nel workshop, propongo di dividere il workshop per quattro compartimenti: 1. Reparto "ricezione e controllo" 3.3 * 2.9 9,57 m 2 2. "Compartimento riparazione" 6.1 * 3.7 22.57 m 2 3. "Dipartimento di ricarica" 4.8 * 2.7 12.96 m 2 4. "Compartimento acido" 2.2 * 4.1 9.02 m 2 Laboratori separati offrono per eseguire con l'aiuto di partizioni trasparenti di ventilazione altamente efficienti (sviluppo di SCB MC). Il pavimento in tutti i rami dovrebbe essere disposto dalle tessere Metlah, il colore delle pareti del colore non vario. Il fondo delle pareti che suggerisco di stendere con una tessera ad un'altezza di 1,5 m. Nel quartiere con il workshop della batteria, una zona a-2, laboratorio elettrico e carburatore, come il più popolare per il processo tecnologico utilizzato nell'ATP, dovrebbe essere posizionato. Il ramo "acido" dovrebbe avere un'uscita indipendente per la strada. Le batterie difettose provengono dalla zona T-2 secondo il rullo, collegando le zone a 2 e il workshop ricaricabile, al posto di ricezione e controllo delle batterie, in cui vengono specificate le batterie. Quindi le batterie vengono trasportate sul carrello o nel reparto "carica" \u200b\u200bper la ricarica o nel ramo "Riparazione" per i lavori necessari per le batterie TRI. Nel reparto "riparazione", tutte le attrezzature si trovano nell'ordine di promozione del lavoro sulla riparazione delle batterie, cioè. La tecnologia direzionale del percorso è stata introdotta (sviluppando SCB MC). Per ridurre le transizioni non necessarie e aumentare la produttività in tutta la linea di riparazione della batteria, laminata laminata. I rifiuti, ottenuti durante la riparazione, sono conservati in Hermetic Lari per i rifiuti (sviluppo di SCB MC). Tutto zap. Parti e materiali sono portati su uno speciale trolley - rack (sviluppo di SKB AMT). Le batterie ristrutturate arrivano anche attraverso il rotolamento di rotolamento nel laboratorio (separazione) delle batterie di ricarica e rifornimento di carburante. La ricarica e l'impregnazione viene eseguita utilizzando un'installazione speciale per la distribuzione di elettroliti (la fabbricazione di elettrolita è prodotta nel compartimento "acido", dove viene applicata anche un'installazione speciale per la preparazione di elettrolita). Le batterie pronte all'uso sono memorizzate sulle scaffalature per la memorizzazione delle batterie, da dove vengono di nuovo nella zona Zone-2 per installarli sulla macchina. Non appartenente alla riparazione della batteria viene esportato dal laboratorio. 12 compiti principali per l'attuazione di tecnologie di risparmio energetico e attività economiche in ATP La protezione ambientale degli effetti dannosi di AT è effettuata in molte direzioni, alcune delle quali dovrebbero essere il campo di attività dei laureati dei veicoli a motore e che ho pianificato di implementare nel mio progetto. Attualmente sono sviluppati più di 30 norme per le misure ambientali e ovunque. In particolare, la messa in servizio di ATP (e altri oggetti industriali) non è consentita fino alla fine della loro costruzione e test e gradi polverosi e dispositivi. Gli effetti dannosi dell'ambiente si verificano in due direzioni: 1) Effetti negativi diretti dei veicoli sull'ambiente associato alle emissioni di un numero enorme di sostanze tossiche dannose nell'atmosfera e con aumentato rumore dal lavoro di A / M sulla linea; 2) L'effetto indiretto proviene dall'organizzazione e dal funzionamento di ATP per la manutenzione e la riparazione di A / M, parcheggi, garage, stazioni di benzina, ecc. Occupando una vasta area crescente e annualmente necessaria per la vita umana e, prima di tutto, in Danni grandi città - Megacittà. Secondo le organizzazioni ambientali a Mosca, circa il 90% di tutte le emissioni di sostanze tossiche dannose cadono a. A causa del crescente deficit energetico, è stato sviluppato un intero complesso di introduzione nella produzione di tecnologie di risparmio energetico, incl. Per ATP. In connessione con quanto sopra, propongo la creazione di una produzione moderna che soddisfa i requisiti ambientali con il dispositivo di un sistema moderno di fornitura e ventilazione di scarico con l'introduzione di un sistema di collettori di polveri, filtri a gas, ecc. In ATP, in generale, deve essere implementata la diagnostica moderna utilizzando dispositivi elettronici ad alta precisione, ecc. Per il rilevamento tempestivo di A / M con un sistema di alimentazione difettoso, accensione, ecc., I cui parametri di lavoro non soddisfano i requisiti ambientali, nonché la creazione di workshop appropriati, posti e posti di lavoro per eliminare i guasti in questi sistemi (svolgendo il Regolazioni necessarie, sostituire nodi e parti difettose, ecc.). Per risparmiare elettricità per l'illuminazione durante il giorno nei post e sulla riparazione e nei luoghi di lavoro nei workshop ausiliari, offriamo di massimizzare l'uso dell'illuminazione naturale creando aperture moderne della finestra widescreen e nella parte superiore degli edifici di produzione - "luci "Di luce diurna di una vasta area. Di conseguenza, l'attrezzatura è fatta nei workshop (in modo da non riscaldare il flusso di luce) e la posizione dei post con A / M. Offro per ogni post e luogo di lavoro per sviluppare una modalità tecnologica ottimale di lavoro per ridurre al minimo il tempo per svolgere le operazioni e ridurre in tal modo il consumo di elettricità e materiali. Tutti i consumatori di energia, che vanno dalle lampade di illuminazione artificiale e terminazione con centrali elettriche, stand ed elettrodomestici, devono essere dotati di elementi di automazione per disconnetterli dalla rete alla fine del lavoro. Per mantenere il calore nei remzoni (e, quindi, nei workshop), dovrebbero essere dotati di un cancello con una scoperta meccanizzata e una tenda di calore con la disposizione inferiore (uno dei migliori tipi di cancelli è riconosciuto come il cancello del cancello del Tipo di piegatura con un ascensore verticale). Nella zona ATP EO con posti per autolavaggio, propongo di posizionare un sistema per l'uso di acqua ripetuta (multipli), con l'introduzione degli ultimi impianti di fognature come "cristallo", ecc. Le installazioni meccanizzate nella zona devono essere equipaggiate sull'ingresso e la partenza dai protrolter al comando flessibili post con i sensori per attivare automaticamente le installazioni di spegnimento, che darà anche grandi risparmi. Questo è solo una parte di un evento ambientale ed energetico che propongo di implementare nel mio progetto. 13 Requisiti di produzione moderni nel workshop Per migliorare la qualità della riparazione e il miglioramento della produttività dei lavoratori, offro le seguenti attività nel mio progetto: 1. L'introduzione diffusa dei tipi di diagnostica pertinenti; Ciò consente di ridurre drasticamente il tempo per mantenere difetti specifici e identificare possibili risorse di nessuna riparazione. 2. L'introduzione di metodi avanzati per organizzare la produzione di tecnologia progressiva. 3. Al fine di aumentare la produttività, la qualità del lavoro e la cultura totale della produzione nel workshop, per introdurre la tecnologia direzionale del percorso sviluppata da SKB AMT (allo stesso tempo, le transizioni non razionali dei lavoratori sono ridotte al minimo, Il processo tecnologico avviene, tenendo conto dei requisiti più moderni). 4. Propongo periodicamente, dai dipendenti della PTO, per condurre un tempismo nei luoghi di lavoro al fine di confrontare il tempo trascorso con gli standard generalmente accettati per identificare riserve irragionevoli e le ragioni per aumentare queste norme. 5. Al fine di migliorare le condizioni di lavoro dei lavoratori, propongo un numero di misure sanitarie e igieniche (pulizia dei locali, buona ventilazione, buona illuminazione, installazione di partizioni insonorizzate, manutenzione del clima artificiale). 14 Passaporto mappa per il posto di lavoro Stanza quadrata S \u003d 54 m 2 Attrezzatura di riempimento coefficiente N \u003d 3.5 Il numero di lavoratori in Shift P \u003d 2 persone. Temperatura dell'aria T \u003d 18 - 20 ° C Umidità relativa 40 - 60% Velocità dell'aria 0,3 - 0,4 m / s Lavorare nel workshop della batteria si riferisce alla categoria di lavoro di gravità moderata. Consumo energetico 232 - 294 Collegamento di sostanze nocive 15 luci Illuminazione naturale con illuminazione superiore e superiore e \u003d 4%, con illuminazione laterale Illuminazione artificiale Generale E \u003d 200 LCS, Illuminazione combinata E \u003d 500 LC. Livello di rumore J \u003d 80 dB ad una frequenza di 1000 Hz. 16 eventi Su TB. I lavoratori impiegati dalla riparazione di batterie e il loro servizio hanno costantemente contatti con sostanze nocive (coppie di piombo, acido solforico), che, in determinate condizioni o trattamento improprio, possono portare a lesioni o avvelenamenti del corpo. Inoltre, quando si carica la batteria, si verifica una reazione chimica, come risultato della quale è stato formato l'idrogeno libero assegnato con ossigeno misto con ossigeno misto in qualsiasi proporzione e gas in pile, esplodendo non solo dal fuoco, ma anche dalla compressione. A questo proposito, il laboratorio dell'accumulatore dell'ATP dovrebbe consistere in tre compartimenti: "Riparazione", "Caricabatterie", "Acid". Il reparto di ricarica dovrebbe avere un'uscita diretta per la strada o in una scatola di riparazione comune. Il pavimento nel workshop della batteria dovrebbe essere o asfaltato o disposto dalle piastrelle Metlah. Tutti i lavoratori dovrebbero usare tuta e dispositivi di protezione. AKB, con peso superiore a 20 kg, è necessario portare avanti il \u200b\u200bcarrello, escluso la caduta. Quando si trasporta la batteria è necessario utilizzare vari dispositivi (in modo da non sanguinare l'elettrolitico). È necessario preparare l'elettrolito in offerte speciali. Senza, pompato prima acqua distillata, e poi acido. Puoi traboccare con l'aiuto degli specialisti. Purve manuale acido e versare acqua in esso - Proibito! Quando si prepara un elettrolito, è necessario seguire rigorosamente le regole TB. Bottiglie con acido o con elettroliti muoversi in magazzini solo con l'aiuto di speciali con fissaggio di bottiglie. I tubi fatti di gomma densa dovrebbero adattarsi strettamente alla superficie del collo della bottiglia. Per molto tempo per conservare le bottiglie con acido nel laboratorio della batteria. Il controllo della carica viene eseguito solo da dispositivi di ricarica (tappi di carico, idrometri, tubi di aspirazione in vetro). Allo stesso tempo, la batteria è obbligata a indossare guanti di gomma. È vietato controllare la carica della batteria con un cortocircuito. Nell'officina della batteria, i soggiorni di persone che non funzionano nel workshop sono vietati (tranne gli assistenti - di notte). Quando si entra nel workshop della batteria, è necessario installare il lavandino, un aquilone con un kit di pronto soccorso, una fibra elettrica, sul comodino deve essere mantenuta sulla soluzione di soda finita (5-10%). Una soluzione neutralizzante è fatta per sciacquare l'occhio (2-3%). Se un acido o un elettrolito viene colpito per aprire parti del corpo, è necessario lavare immediatamente questa sezione del corpo: prima con una soluzione neutralizzante, e quindi acqua con un sapone alcalino. L'elettrolito, versato sul rack o sul tavolo, viene rimosso da uno straccio inumidito nella soluzione neutralizzante. Nel workshop della batteria, è vietato mangiare e acqua. Dopo aver completato il lavoro, i lavoratori sono raccomandati per prendere la doccia usando sapone alcalino, e poi un normale bagno. Tutti gli strumenti, i carrelli, gli apparecchi devono funzionare. Nel dipartimento in posti importanti è necessario pubblicare poster con agitazione visiva su TB. Quando si entra, è necessario postare requisiti generali per TB. I lavoratori devono passare agli strumenti TB almeno una volta all'anno. Un'attenzione particolare dovrebbe essere pagata alla ventilazione. È fatto separatamente dalla ventilazione dell'intera impresa. Armadi di scarico realizzati per disegnare con rack. La ventilazione è un'aspirazione esplosiva in alto, alimentazione dal basso. I pannelli aerei caricati sono installati lungo i bagni per la preparazione dell'elettrolito. La quantità di aria rimossa è di almeno 2,5 volumi di 1 ora. La ventilazione locale è installata sui luoghi di lavoro: per fusione di piombo e banchi da lavoro per il montaggio e lo smontaggio di AKB. 17 attività del fuoco Per pericolo di incendio, il laboratorio della batteria si riferisce alla categoria "D", e il "caricatore" la separazione si riferisce alla categoria "A" (soprattutto in attesa). Pertanto, nel dipartimento, è necessario seguire rigorosamente tutte le regole di sicurezza antincendio per le categorie specificate. Nel reparto "caricamento" della porta dovrebbe essere aperto e uscire. La ventilazione nel dipartimento "Carica" \u200b\u200b(a causa del rilascio di idrogeno durante il carica) dovrebbe fornire 6-8 scambi multipli; In "riparazione" - 2-3 multipli. Nella separazione di tutte le lampade nei raccordi permeabili al gas. L'illuminazione aperta viene eseguita da un filo raffinato. Nel compartimento di ricarica, è vietato installare interruttori, prese tappi, riscaldatori elettrici, dispositivi raddrizzanti. Su ogni sito, senza fallire, ci dovrebbe essere un estintore, sia schiuma che anidride carbonica (OP e OU). Fornisco installazione di caricabatterie (raddrizzatori) in speciali armadi ermetici (con estrattore) dal vetro durevole e posizionarli nell'unità di ricezione e di controllo. Oltre alla consultazione di avviso antincendio, propongo di installare rilevatori termici della massima azione (IP-104, IP-105), nel reparto "Carica", installare un analizzatore di gas automatico con sistema di allarme, oltre a sensori di fumo associati il pannello di controllo centrale di ATP. Propongo di installare strumenti di estinzione antincendio primari in ogni compartimento: 1. Estintore di schiuma OKH-10 - 2 PCS. 2. Estintore di schiuma d'aria OVP-10 - 2 PCS. 3. Estintore di anidride carbonica OU-2 - 2 PCS. 4. Box con sabbia - 0,5 metri cubici - 1 pz. 5. Pala - 1 PC. 18 sicurezza antincendio Collegare le clip della batteria con un filo "Twist" - è proibito !!! Il controllo di assistenza per la cura viene effettuato da dispositivi speciali. Controllare il cortocircuito della batteria - proibito !!! Utilizzare un tipo diverso "Tees" e connettersi a una presa più di un consumatore - Proibito !!! Per l'ispezione della batteria, vengono utilizzati elettrolibici portatili, con tensione a prova di esplosione non superiore a 42 V. Proibito: Immettere il workshop della batteria con fuoco aperto (corrispondenze, sigarette, ecc.); Utilizzare nel workshop della batteria con dispositivi di riscaldamento elettrico; Tenere le bottiglie con acido (devono essere conservate in una stanza speciale); Immagazzinare congiuntamente e caricare batterie acide e alcaline; Soggiornare gli estranei all'interno. 19 Attrezzature Progettazione di appuntamenti L'Bowman è progettato per le batterie di inversione durante il lavaggio o lo scarico dell'elettrolito. Facilita significativamente il lavoro sulle suddette operazioni. Costruzione del backwater La petroliera è composta da una piattaforma 3, su cui due rack 2. La piattaforma ha quattro ruote 5, due dei quali sono saldate da parentesi 4 alla piattaforma 3, e gli altri due possono ruotare attorno all'asse verticale 12, poiché La staffa è saldata ai cuscinetti del nodo, che fornisce quando si trasporta una cisterna alla separazione della svolta, e non solo un movimento dritto. Nella parte superiore dei rack 2, sono installati i nodi dei cuscinetti in cui vengono ruotati i semi-assi. Il lodge ha una finestra per installare una batteria. La batteria è fissata con l'aiuto delle presse. L'Lentale con la batteria installata può essere ruotata in qualsiasi angolo manualmente. Allo stesso tempo, il volano 7 sarà fissato agli angoli di rotazione 90, 180, per rilasciare la serratura del volano, è necessario tirare sul volano, quando si fissa - è necessario lasciarlo andare e , sotto l'azione della primavera, tornerà al suo posto. 1. La batteria (AKB) è posizionata nel lodging del rivestimento posteriore sul lato sinistro del movimento. 2. Prima di lavorare su una prugna di elettroliti, è necessario escludere il movimento spontaneo del backguard, per questo sarà fermato da premi a vite situati sulla piattaforma a destra ea sinistra del rack con il volano. 3. Per capovolgere ACB e versare elettroliti o acqua, è necessario tirare il volano perpendicolare sul piano verticale. Il volano esce dal coinvolgimento con la serratura e può essere ruotato in senso orario a qualsiasi angolazione. 4. Per accarezzare la rotazione dell'AKB all'angolo di 90 e 180, è sufficiente rilasciare il volano. 5. Per restituire la batteria alla posizione originale, lavorare sotto la voce "3", ma ruotando il volano in senso antiorario.
Calcolo della progettazione dei nodi principali Dati iniziali: P \u003d 10 kg - forza che agisce in primavera. D \u003d 12 mm - il diametro della molla. l \u003d 13 mm - Springs Stretching. [T] \u003d 150 kg / cm 2 - Tensione massima tangente. 1. Definisco il diametro del filo - D 2. Definisco il numero di molle svolte - n, dove: G - Modulo elastico del secondo ordine G \u003d 0.4 * E \u003d 0,4 * 2 * 10 6 \u003d 8 * 10 5 kg / cm 2 E - Modulo di elasticità del primo ordine (modulo Jung) E \u003d 2 * 10 6 kg / cm 2 SPECIFICHE TECNICHE: 1. Digitare - Mobile, con azionamento manuale 2. Dimensioni complessive, mm - 980 * 600 * 1020 3. Messa, KG - 60 4. Rotazione - manualmente 1) T \u003d 8pd / PD 3; D \u003d 3 ö8pd / p [t] \u003d 3 Ö8 * 10 * 12 / 3.14 * 150 \u003d 2 mm. 2) l \u003d 8pd 3 * n / g * D 4; n \u003d l * gd 4 / 8p * d 3 \u003d 13 * 8 * 10 5 * 0.2 4/8 * 10 * 1,2 3 \u003d 10 turni.
Elenco di letteratura usata 1. Epifanov L.i. "Manuale metodologico per il design del corso Quella macchina ". Moscow 1987. 2. Kogan E.I. KHAIKIN V.A. "Protezione del lavoro presso le imprese di trasporto automobilistico". Moskva "Trasporto" 1984. 3. Sukhanov B.n. Borshi I.O. BAREAREV Yu.F. "Manutenzione e riparazione di auto". Moskva "Trasporto" 1985. 4. Kramarenko G.V. Barashkov I.V. "Manutenzione delle auto". Moskva "Trasporto" 1982. 5. RumyantSev S.I. "Riparazione di auto". Moskva "Trasporto" 1988. 6. Rodin yu.a.saburov L.m. "Il manuale di riferimento della riparazione dell'autore". Moskva "Trasporto" 1987. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Elementi del tempo |
unità di misura |
Dati accettati |
|
|
Tempo del calendario |
|||
|
Fine settimana |
|||
|
Vacanze |
|||
|
Tempo nominale |
|||
|
Negozio pianificato, totale |
|||
|
Vacanza regolare |
|||
|
Dalla malattia |
|||
|
Per motivi validi |
|||
|
Orario di lavoro |
|||
|
Durata del cambiamento di lavoro |
|||
|
Fondo nominale annuale |
|||
|
Valido annuale |
|||
|
Vacanza per studenti |
1.4 Programma di produzione annuale
Il programma di produzione del sito di produzione annuale è determinato dalla grandezza del programma di produzione annuale dell'impresa di riparazione automatica, specificata nel compito del design della graduazione ed è:
fORD F-250-150 auto.
auto Iveco 138E18-150 pezzi.
La società di riparazione auto ha lo scopo di eseguire la revisione dei camion di diversi modelli. Pertanto, per semplificare i calcoli, il suo programma di produzione porta a considerare un modello adottato per il modello di base.
Il programma di produzione presentato del sito è determinato dalla formula:
N pr \u003d n + n1 a m (pcs)
dove n \u003d 150 pezzi. - un programma di produzione annuale per le riparazioni di capitali di Ford F-250- 150 PC, adottato per il modello principale;
N1 \u003d 150 pezzi. - Programma di produzione annuale per le riparazioni di capitali di IVECO 138E18- 150 PCS.
A m \u003d 1,75 - il coefficiente di portare l'intensità del lavoro della macchina Ford F-250 all'Automobile Iveco 138E18 adottata per il modello di base;
quindi n ode \u003d 150 + 150 1.75 \u003d 412 (pezzi)
1.5 Volume annuale del lavoro
Sotto il lavoro annuale è inteso per essere il tempo necessario per spendere i lavoratori produttivi per attuare il programma di produzione annuale. Il lavoro annuale è l'intensità annuale del lavoro della riparazione di determinati prodotti ed è espresso in ore di uomo.
La capacità di lavoro dei prodotti è chiamata il tempo necessario per trascorrere direttamente i lavoratori di produzione per produrre questo prodotto. La complessità è espressa in ore di man mano in cui il tempo di regolamentazione è inteso sotto gli attuali standard di pianificazione.
Il design del diploma utilizza le norme temporale integrate ottenute sulla base dell'analisi dei progetti esistenti per le condizioni di riferimento del programma annuale di produzione delle riparazioni di capitali di cui sopra di 200 gli acquisti. In un programma di produzione, che differisce da condizioni di riferimento, la capacità normativa è regolata dalla formula:
t \u003d T n a 1 a 2 a 3 (persona-ora)
dove t n \u003d 10,73 persone .- intensità del lavoro normativo della riparazione degli aggregati;
Con il coefficiente 1-coefficiente di considerazione, a seconda del programma di produzione annuale, è determinato dalla formula:
K 1 \u003d KN 2 + [KN 1 - KN 2] / N 2 - N 1 X (N 2 -N)
a n 1 \u003d 3000 kN 1 \u003d 0,95 dalla tabella
N 2 \u003d 4000 kN 2 \u003d 0.9 n PR \u003d 3400
quindi K1 \u003d 0.9 +
K2 è il coefficiente del fattore di correzione di considerazione, che tiene conto dei modelli multi-modelli delle unità auto riparate (con carburatore e motori diesel). \u003d 1,05 di.
K3 - Coefficiente di correzione della correzione, tenendo conto della struttura del programma di produzione dell'impianto (il rapporto tra riparazioni capitali di autoveicoli e set di aggregati, con un rapporto di 1: 0) \u003d 1,03
quindi T \u003d 10.73 0.95 1.05 1.03 \u003d 11.03 (persona-ora)
Il lavoro annuale è determinato dalla formula:
T anno \u003d t n pr (persona)
dove t \u003d 11.03 (persona-ora) è la complessità per unità di lavoro per una macchina;
N PR \u003d 412 - Programma di produzione presentato annuale per riparazioni capitali;
quindi anno \u003d 11.03 412 \u003d 4544 (persona)
1.6 Numero di lavoratori
La composizione del lavoro distingue la lista e incerta.
L'elenco è la completa composizione di lavorare sugli elenchi nell'impresa, incluso sia in realtà di lavorare e mancanti per un motivo valido (per malattia, in congedo di lavoro, viaggio d'affari, ecc.)
Le mascelle sono la composizione del lavoro, in realtà a lavorare.
Il numero di lavoratori prodotti è determinato dalla formula:
T jav \u003d t anno / fh hp (persona)
T sp \u003d t anno / da (persona)
dove T Java è una serie di lavoratori di produzione;
T SP - L'elenco dei lavoratori di produzione;
T Anno \u003d 4544 (persona-ora) - Intensità annuale del lavoro del lavoro di riparazione;
F HP \u003d orario 2016 - Fondo nominale annuale del tempo di lavoro;
Fr \u003d 1776 ora - Fondo di tempo di lavoro effettivo annuale;
quindi t jv \u003d 4544/2016 \u003d 2,25 (persone)
T sp \u003d 4544/1776 \u003d 2.55 (persona)
Calcolo del numero di lavoratori di produzione che ridurremo nella Tabella 2.
Tavolo 2
Dichiarazione di calcolo dei lavoratori di produzione
|
Nome dei lavori |
Intensità del lavoro per unità, persona |
Importo annuale - nella riparazione pop |
Lavoro annuale, ora della persona |
Fondazione annuale del tempo |
Numero di funzionamento |
|||||
|
stimato |
adottato |
|||||||||
|
F. Nr. |
F. Dr. |
T. SONO DENTRO |
T. Sp. |
T. SONO DENTRO |
T. Sp. |
|||||
|
Riparazione di batterie |
Oltre ai lavoratori di produzione, impiegati direttamente nelle operazioni sulla produzione di prodotti principali (revisione degli aggregati) sul sito ci sono anche lavoratori ausiliari impegnati nel servizio di manutenzione. Questi includono lavoratori, strumenti, handymen, ecc.
Il numero di lavoratori ausiliari è determinato dall'elenco dei lavoratori di produzione in base alle formule:
T VSA \u003d P1 T SP (persona)
dove p1 \u003d 0,25? 0,35 - Percentuale di lavoratori ausiliari;
T vs \u003d 0,26 2.55 \u003d 0,66
prendi T VSP \u003d 0,66 persone.
L'elenco dei lavoratori di produzione e ausiliari è distribuito da professioni e scariche. Lo scarico dei lavoratori è prescritto secondo le directory di qualificazione tariffaria a seconda della natura e della complessità del lavoro svolto sul sito.
Accettiamo: lavoratori di produzione - un meccanico per riparare la scarica AKB 6 - 1 persona;
5 scarico - 1 persona;
totale: 2 persone.
lavoratori ausiliari - Handymen 2 scarica - 1 persona;
trasportanza 3 scarica - 1.
totale: 2 persone.
Lo scarico medio dei workshop è determinato dalla formula:
dove m1? M6 - il numero di lavorazione di scarico pertinente;
R1? R6 - Scaricare i lavoratori;
poi R. Cp. =
I dati ottenuti sull'elenco dei lavoratori di produzione e ausiliari porteranno nella Tabella 3
Tabella 3.
L'elenco dei lavoratori di produzione e ausiliari
|
Lavoratori di professione |
Totale |
Il numero di lavoratori |
|||||||
|
da turni |
per scarica |
||||||||
|
I lavoratori di produzione: |
|||||||||
|
in forma per riparare |
|||||||||
|
lavoratori ausiliari: |
|||||||||
|
tuttofare |
|||||||||
|
trasportatore |
|||||||||
Il numero di lavoratori tecnici e tecnici, dipendenti e personale di servizio più giovane sono determinati in percentuale del numero totale di lavoratori di produzione e ausiliari nella formula:
dove n i \u003d 0,1 è la percentuale di ingegneria e lavoratori tecnici;
quindi: m i \u003d 0,13 (2 + 2) \u003d 0,52
Prendi tre (1) mago.
I dati ottenuti sulla composizione totale di coloro che operano sul sito porteremo nel tavolo. quattro.
Tabella 4.
Composizione della trama di lavoro
|
Nome dei gruppi di lavoro |
Numero di funzionamento |
lavoratori a dimissioni medio. |
motivazione del calcolo |
||
|
totale |
nel primo più grande turno |
||||
|
Lavoratori ausiliari |
30% del numero di lavoratori principali |
||||
|
Lavoratori totali |
|||||
|
Ingegneria e lavoratori tecnici e dipendenti |
10% di tutti i lavoratori |
||||
|
Lavorazione totale |
1.7. Selezione di attrezzature per il sito
Tabella 5.
|
identificazione dell'apparecchiatura |
Tipo di marca |
Numero di |
Impostato energia |
Gabarits. |
Orma |
|
|
Boccetta per i rifiuti |
||||||
|
Varsstak per riparare akb |
||||||
|
Bagno per il drenaggio dell'elettrolito |
||||||
|
Rack per akb. |
||||||
|
Affilatrice. |
||||||
|
Bagno di lavaggio mobile |
||||||
|
Rack di carica ACB. |
||||||
|
Banco da lavoro per pavimenti con equipaggiamento da nuoto in piombo e mastice |
||||||
|
Armadio per materiali |
||||||
|
Boring Machine. |
||||||
|
Pressa idraulica |
||||||
|
Avvolgimento |
||||||
|
Distillere elettrico |
||||||
|
Rack per bottiglie |
||||||
|
Bagno per la preparazione di elettroliti |
||||||
|
TOTALE: |
14 ,7 |
1 8,52 |
2. Parte tecnologica
2.1 Calcolo dell'area del sito
L'area di produzione del sito è determinata da un metodo dettagliato sulla zona del pavimento, occupata dall'attrezzatura e dall'inventario e dal coefficiente di transizione dall'area di attrezzature e inventario nell'area del sito, che prende in considerazione i luoghi di lavoro prima dell'attrezzatura ed elementi dell'edificio, seguiti dalla raffinatezza dell'area dopo la soluzione di pianificazione del sito.
L'area di produzione del sito è determinata dalla formula:
F y \u003d f o · k n [m 2]
dove f o \u003d 18.52 m 2 - L'area del pavimento è occupata da attrezzature e inventario tobl. cinque
A n \u003d 4.5 - Il coefficiente di transizione dall'area dell'area per riparare le batterie.
Quindi f y \u003d 18,52 · 4.5 \u003d 83.34 m 2
Dopo che la soluzione di pianificazione è soddisfatta, l'area del sito è raffinata dalla parte grafica in conformità con il KMK.
F y \u003d b · t · n \u003d 9 · 6 · 2 \u003d 108 m 2
dove B \u003d 9m - l'arco dell'edificio;
t \u003d 6m-hagg colonne;
n \u003d 2m - il numero di colonne.
Accettiamo l'area della trama f y \u003d 108m 2.
2.2 Calcolo delle esigenze dell'elettricità
Il consumo annuale della necessità di energia elettrica è determinata dal metodo ingrandito:
dove \u003d 14,7 kW - la capacità installata degli attuali collezionisti del sito dalla tabella.5;
3950 ora - Fondo di tempo di equipaggiamento attuale annuale per doppio wen
0,75 - Il coefficiente di equipaggiamento di carico durante il turno è fatto di.
Il consumo annuale dell'elettricità per l'illuminazione è determinato dalla formula: [kW]
dove r \u003d 20Vatt è il tasso specifico del consumo di elettricità sulla superficie di 1 m 2 in un'ora di lavoro;
2100 ore - orario di apertura durante l'anno;
10m 2 - area della trama;
Il consumo totale dell'elettricità è:
2.3 Calcolo della necessità di aria compressa
L'aria compressa viene utilizzata per far saltare le parti durante il montaggio di meccanismi e aggregati, per alimentare strumenti meccanici, pneumatici, unità pneumatiche, dispositivi e stand, così come gli spruzzatori di vernici per l'applicazione di rivestimenti di vernice, installazioni per la pulizia dei dettagli delle briciole, per le soluzioni di miscelazione.
La necessità di aria compressa è determinata sulla base del consumo dei suoi singoli consumatori (attori dell'aria) con il funzionamento continuo del loro coefficiente di utilizzo in ciascuna modifica del coefficiente di lavoro del lavoro simultanei e il fondo annuale attuale del loro lavoro.
Il consumo di aria compressa annuale è determinato come somma di spese con diversi consumatori da parte della formula:
Q.sZH. \u003d 1,5.q. x p x kch x codanx fdo. ; (3.3.1)
dove q \u003d 5 / h - il consumo specifico di aria compressa con un consumatore
1.5 - Coefficiente che tiene conto della perdita dell'aria nelle condotte.
P - Il numero di consumatori spostati singoli di aria compressa.
QC - l'uso di attori dell'aria durante il cambiamento.
Codice, - il coefficiente di funzionamento simultaneo di attori dell'aria.
FDO \u003d Guarda il funzionamento valido del tempo di funzionamento dell'aria quando si cambia il lavoro
Q.sZH. \u003d 1,5 x 5 x 4 x 0.9 x 0,7 x 2000 \u003d 37800
2.4 Calcolo della necessità di acqua e vapore
L'acqua per le esigenze di produzione viene spesa nei bagni e la necessità di essere approssimativamente adottata dalla formula:
Q.in \u003d.g. H.n. x fdo. ; (3.4.1)
Dove q \u003d 0,05 - il consumo specifico dell'acqua all'ora di funzionamento di un bagno
P \u003d 1 - bagno
FDO \u003d 1776 - Attrezzatura valida annuale dell'attrezzatura.
Q \u003d 0,05 x 1 x 1776 \u003d 88,8 (3.4.2)
La quantità richiesta di vapore per il riscaldamento è determinata sulla base del consumo massimo del tempo del calore di QM.ch. Secondo la formula:
Q.m.... \u003d.Vn. (qo. + qb.) X (t.nel-tn.) ; (3.4.3.)
dove vn \u003d 648 è il volume dei locali riscaldati.
qO + QB - Consumo di calore specifico per il riscaldamento
qo \u003d 0,45 kcal.ch.
qb \u003d 0,15 kcal.ch.
tB \u003d temperatura ambiente interna \u003d + 18c
tN \u003d temperatura minima esterna \u003d -10С
Prendendo quel trasferimento di calore 1 kg. La coppia è 550 kcal. (2300J).
La durata del periodo di riscaldamento è di 4320 ore.
Q. Tcd. \u003d 648 x (0,45 + 0,15) H.(+18 -10) = 311 0 M....
2.5 Dispositivo per la rimozione dei coperchi AKB
I coperchi dal monoblocco delle batterie vengono rimossi utilizzando il dispositivo. Quando si esegue questa operazione dalla staffa estrattante, è installato a bordo della parte superiore del monoblocco in modo che l'estremità inferiore della presa sia avvitata nell'apertura della batteria del coperchio della batteria. Dopodiché, catturare l'acquisizione nella posizione di lavoro. Premendo senza problemi la leva, rimuovere il coperchio monoblocco. Non dovrebbe fare uno sforzo più di 50 h per evitare la rottura del coperchio. Se è necessario più di 50 n sforzo per la rimozione, non è necessario riscaldarsi o cancellare il mastice.
2. 6 Calcolo del numero.ma Gruppi di batterie installati in carica parallelamente
Carica AKB 6ST75 dall'unità che ha una tensione all'uscita 70 V e forza corrente di 8 A.
1. Calcolamo il numero di batterie collegate in sequenza in un gruppo, al tasso di tensione 2,7 V per batteria
2. k \u003d u / (2,7 x n) \u003d 70 / (2.7x6) \u003d 4.32
dove, u \u003d tensione all'uscita dell'unità, in: n \u003d il numero di batterie nelle batterie 6st75.
Pertanto, il gruppo include batterie.
Poiché la corrente di ricarica della batteria 6ST75 è 7,5 A, un gruppo di batterie può essere collegato a un aggregato che fornisce una corrente di 8 A.
2. 7 Soluzione prenotata
L'attrezzatura e l'inventario devono essere disposti in base allo snip e al processo tecnologico. I prodotti che richiedono la riparazione sono disponibili su rack in forma pura dopo un lavaggio esterno. Quando si smonta i dettagli che non sono sbiaditi per un ulteriore assemblaggio, e l'adatto senza dousedt è raccolto con la sostituzione di tutti i prodotti in gomma. Le merbebete sono installate in questa posizione dal muro principale, dove c'è un'illuminazione artificiale funzionante, dove viene effettuato il principale tempo di lavoro. Sul sito c'è un artigianato, una scatola con sabbia e scudo antincendio. I pavimenti sono coperti di piastrelle di cemento.
La disposizione razionale dell'apparecchiatura consente la più piccola perdita di tempo per riparare le apparecchiature idrauliche.
3. Org.parte anice-economica
3 .1 Calcolo del calcolo
I costi di capitale nel sito sono fondi spesi per l'acquisizione, la consegna, l'installazione di nuovi e smantellati delle vecchie attrezzature, sulla costruzione di una parte dell'edificio sotto il sito. I costi del capitale sono presi in considerazione nei principali fondi dell'impresa durante l'intero periodo di funzionamento al costo iniziale.
I fondi principali partecipano alla produzione di prodotti (revisione dell'auto) in una forma continua durante un lungo periodo di tempo indossare gradualmente e perdono il costo in parti, come usura fisica. L'espressione monetaria dell'usura è chiamata ammortamento e durante l'anno il valore dell'usura è incluso nel costo dei prodotti.
L'ammortamento (trasferimento di usura in parti del valore delle immobilizzazioni al prodotto prodotto con il proprio aiuto) viene effettuato per l'accumulo di cassa al fine di ripristinare e riprodurre le risorse fisse.
La dimensione delle detrazioni di ammortamento, espressa in percentuale del valore iniziale, è chiamata il tasso annuo di ammortamento ma. Il tasso di ammortamento è impostato a livello di stato o può essere accettato dalla formula;
N. ma \u003d 100: t sl. ; [%] (4.1.1.),
dove TL - la durata della vita dell'attrezzatura o dell'edificio, secondo le specifiche.
Il tasso annuo delle detrazioni di ammortamento incluso nel costo della Norm-Heat of Revision è determinato dalla formula:
UN. r. = [Somma] (4.1.2.),
dove PS è il valore iniziale delle risorse fisse.
I fondi principali sono condizionatamente suddivisi in due gruppi: le immobilizzazioni passive (edifici, strutture) non sono direttamente coinvolti nella creazione di prodotti, ma necessari per la sua produzione e attività fisse attive - partecipare direttamente alla creazione di prodotti (revisione)
Calcolo del valore delle immobilizzazioni e delle detrazioni di ammortamento
Tabella 1
Calcolo del valore delle principali detrazioni di attrezzature e ammortamenti
|
identificazione dell'apparecchiatura |
Marchio o tipo. |
Il prezzo è uno. Equipaggiare - I (migliaia di somme) |
Accumulato |
Origine. costo |
ammortamento |
|||||
|
Il prezzo di tutte le attrezzature. |
Trasporto 15% dei costi |
Installazione 20% |
Quantità (migliaiasm) |
|||||||
|
Boccetta per i rifiuti |
||||||||||
|
Bagno acidopoli per parti di lavaggio |
||||||||||
|
Varsstak per riparare akb |
||||||||||
|
Bagno per il drenaggio dell'elettrolito |
||||||||||
|
Rack per akb. |
||||||||||
|
Affilatrice. |
||||||||||
|
Perforazione verticale |
||||||||||
|
Bagno di lavaggio mobile |
||||||||||
|
Stare per il controllo e la scarica ACB |
||||||||||
Calcolo consolidato degli investimenti del capitale e del deprezzamento sul sito
Tabella 3.
|
Nome degli investimenti del capitale |
Costo iniziale migliaia di migliaia |
Detrazioni di ammortamento |
||
|
Somma migliaia di migliaia |
||||
|
Costruire sotto il sito |
||||
|
Modi e strutture acide (30% del costo dell'edificio) |
||||
|
Attrezzature di base |
15194,25 |
|||
|
Attrezzatura non registrata (10% del costo della nuova attrezzatura) |
||||
|
Infissi e strumento costoso (1% del costo delle attrezzature) |
||||
|
Inventario (8% del costo delle attrezzature) |
||||
|
Preparazione del territorio (1% del costo dell'edificio) |
||||
|
Altri costi (1,5% del costo dell'edificio) |
||||
3 .1.2 Calcolo dei costi salariali
La remunerazione dei lavoratori di riparazione delle attrezzature è costruita sul sistema tariffario a seconda della complessità del lavoro, delle condizioni di lavoro e delle forme di pagamento. La trama si riferisce alla produzione con condizioni di lavoro dannose. La base del sistema tariffario ha adottato tariffe di ora tariffaria e una maglia tariffaria a sei cifre.
Il pagamento del lavoro dei principali lavoratori di produzione è realizzato da un sistema di premium di pezzi per il volume di riparazione effettivamente eseguito sui tassi tariffari orari dei partner dei lavoratori, a seconda delle condizioni di lavoro da parte della formula:
3p. t. \u003d S. 1 PER t. T. anno R. r. ; [Somma] (4.1.2.1.),
dove è accettato dal tasso tariffario di 1 ora del primo scarico sulla tabella 4
Tabella 4.
K T è un coefficiente tariffario che mostra quante volte il tasso tariffario dello scarico ricevuto è maggiore del primo, è accettato nella Tabella 5.
Tabella 5.
|
Coefficiente tariffario |
T anno \u003d 4544 persone - ambito annuale del lavoro di riparazione;
P p \u003d 2. - Il numero di lavoratori di riparazione adottati da scarico.
Il pagamento dei lavoratori ausiliari è effettuato sul sistema basato sul tempo per trascorrere del tempo effettivamente trascorso sui tassi tariffari orari delle tensioni di lavoro, a seconda delle condizioni di lavoro da parte della formula:
3 P. pm \u003d S. 1 PER t. F. dr.R. pm ; [Somma](4.1.2.2),
dove frotto \u003d 1776 ore - il flusso annuale valido del lavoro di un lavoratore,
P vs \u003d 1чел. - il numero di lavoratori ausiliari adottati da scarico
Per tutti i lavoratori, i supplementi sono fatti ai salari: il premio per l'implementazione tempestiva e di alta qualità del lavoro di riparazione è prelevato:
Lavoratori di base - 30%
Lavoratori ausiliari - 20%
Ingegneria e lavoratori tecnici - 40% 51
Dipendenti e MOP - 15%
Coefficiente distrettuale del 60% della tariffa, ma non più di 15630 sous al mese.
Lo stipendio principale è determinato dalla formula:
3 P. osn \u003d 3 P. t. + P + a r. ; [somma](4.1.2.3.)
Oltre allo stipendio principale, tutti i dipendenti dell'impresa ricevono ulteriori salari durante il congedo di lavoro, la malattia, i viaggi di lavoro, una vacanza per studenti, che è determinata come percentuale del salario principale della formula:
3 P. dop. \u003d P. d. 3 P. osn; [somma](4.1.2.4.),
dove N D - Percentuale di salari aggiuntivi, per scopi di progettazione possono essere accettati:
Lavoratori di base - 22%
Lavoratori ausiliari - 15%
Ingegneria e lavoratori tecnici - 30%
Dipendenti e MOP - 15%
Il fondo dei salari del sito lavoratori è determinato dalla formula:
Fzp \u003d 3 p osn + 3 P. dop.[somma](4.1.2.5)
La società della Fondazione salariale di tutti i dipendenti produce detrazioni ai fondi di sicurezza sociale pubblica nell'ammontare:
Fondo di assicurazione sociale - 31,6%
Fondo pensione - 0,5%
Fondo di impiego della popolazione - 0,9%
Totale: - 33%
Le esecuzioni in fondi pubblici per il valore del 33% sono incluse nel costo della normoora del lavoro di riparazione. Il calcolo dei costi dei salari dei dipendenti del sito dei dipendenti del sito sarà presentato sotto forma di tavoli.
Calcolo dei salari dei lavoratori di riparazione
|
Professione |
scarico |
Numero di |
Vota. Vota |
Fondo di tempo |
s / board alla tariffa |
Integratori |
Basice S / Board |
Completare S / tassa. |
Fondazione S / tassa |
||
|
Premio |
PER r. |
||||||||||
|
Lavoratori di base. |
|||||||||||
|
Tuttofare |
Completazione completa del Fondo salariale
|
Numero |
Fondazione S / tassa |
Esecuzioni in pubblico. Fondi 33% |
||
|
Principali operatori produttivi |
||||
|
Lavoratori ausiliari |
||||
|
I lavoratori totali: |
||||
|
Ingegneria e lavoratori tecnici |
||||
|
Servitori |
||||
|
Personale di servizio junior. |
||||
|
Staff totale: |
||||
|
Funzionamento totale: |
3 .1.3 Calcolo dei costi materiali
I costi materiali sulla trama sono costituiti dal costo dei materiali e dei pezzi di ricambio necessari per eseguire lavori di riparazione.
La dimensione dei costi materiali è determinata sulla base degli standard di spesa per una delle riparazioni principali, un programma di produzione annuale di riparazioni dei capitali e prezzi per unità di valori materiali.
Quando si calcola il valore totale dei costi del materiale, i trasporti e le spese di magazzino per il numero del 15% sono presi in considerazione.
Calcolo del valore dei materiali
3.1.4 R.ascensione di altri workshop
Altri costi del workshop sono spese che non sono coinvolte nella produzione di prodotti, ma necessari per la sua produzione. La dimensione dei costi del workshop è determinata dalla preparazione della stima corrispondente composta da due sezioni, ciascuna delle quali include i costi del gruppo corrispondente.
Gruppo A include i costi associati al funzionamento dell'apparecchiatura:
On Force Elettricità:
A PARTIRE DAL e.= W. C. e.; [somma](4.1.4.1.),
dove w \u003d 113250 kw / h è il consumo annuale di elettricità,
C e \u003d 18.5 soums - il prezzo di un kilowatt-hour,
poi A PARTIRE DAL e.\u003d 113250 x 18,5 \u003d 2095125 Somma
Sull'aria compressa:
A PARTIRE DAL sZH.= Q. sZH. C. sZH. ; [somma](4.1.4.2.),
dove Q. sZH. = 64997m 3 - Consumo annuale di aria compressa,
C szh \u003d 2,5 somma è un'aria compressa m 3.
poi A PARTIRE DAL sZH. \u003d 64997 x 2,5 \u003d 1624925 Somma
Sull'acqua per scopi di produzione:
A PARTIRE DAL t. = Q. t.C. t.; [somma](4.1.4.3)
dove q w \u003d 8000 m 3 è il consumo annuale di acqua per scopi di produzione,
B T \u003d 276 Sum è il prezzo di un M 3 di acqua tecnica.
poi A PARTIRE DAL t. \u003d 8000 x 276 \u003d 2208000 Somma
Per l'acqua per scopi domestici:
A PARTIRE DAL b. = q. D. r. R c. b.; [somma](4.1.4.4)
dove q.\u003d 0,08 m 3 - Consumo specifico di acqua potabile per dipendente in spostamento,
D. r.\u003d 225 giorni - il numero di giorni lavorativi all'anno,
R.\u003d 3чел. - il numero di dipendenti del sito,
C. b. = 258 somma - il costo di una m 3 di acqua potabile,
poi A PARTIRE DAL b. \u003d 0,08 x 225 x 3 x 258 \u003d 13932
Consumo di acqua comune: 2208000 + 13932 = 2221932
Consumo di vapore sul riscaldamento dell'area del sito:
A PARTIRE DAL p. = V. F. primaq. / IO. 1000 ; [somma](4.1.4.5)
dove V.\u003d 648 m 3 - Il volume del sito del sito,
F. prima\u003d 4140 ore - il tempo di funzionamento del riscaldamento durante l'anno,
q.\u003d 20 kcal / ora - consumo di vapore specifico su 1 m 3 edifici all'ora di lavoro,
IO.\u003d 540 kcal / h - trasferimento di calore a vapore da un tonnino,
C n \u003d 15450 somma - costo di una coppia di un sacco
poi A PARTIRE DAL n \u003d. x 15450 \u003d Somma 1535112
Per la riparazione delle attrezzature attuali, il 3-5% del suo costo è accettato: 0,05 x 15194300 \u003d 759713
Materiali ausiliari hanno adottato il 3-5% del costo dei materiali di base: 0,05 x 4929360 \u003d 246468
5% del suo costo: 0,05 x 15194300 \u003d 759713 somma
Il gruppo include la spesa umana:
Sui salari da ITR, dipendenti e mos dalla tabella;
Sulla riparazione dell'edificio al tasso del 2% del suo costo: 0,02 x 34020000 \u003d 680400 somma
5,5% della Fondazione salariale di tutti i lavoratori: 0,055 x 3820333 \u003d 210118
Le attrezzature di sicurezza sono realizzate al tasso di 35.000 Soum per lavoratore (principale e ausiliario) 35000 x 3 \u003d 105000 soumi
Altri costi non contabilizzati sono presi del 10% della somma di tutti i costi del workshop.
Per determinare la quantità totale di spese, compongono la stima:
Spese di officina stimate
|
Nome dei costi delle spese |
||
|
s / / tassa, dipendenti e mop |
||
|
Costo dell'aria compressa |
||
|
Costi di energia elettrica |
||
|
Costi dell'acqua |
||
|
Spese per il riscaldamento |
||
|
Riparazione delle attrezzature attuali |
||
|
Materiali ausiliari |
||
|
Riparazione di edifici |
||
|
Parti di riparazione delle attrezzature. |
||
|
La sicurezza e la salute sul lavoro |
||
|
Tecnica di sicurezza |
||
|
Altri costi del workshop. |
||
Costi di stima e calcolo dei costi
I costi di stima per il contenuto del sito è la somma di tutte le spese per le prestazioni dei lavori di riparazione. Il calcolo del costo è inteso come la somma di tutte le spese per unità di produzione.
Solo parte del lavoro sulla revisione viene eseguita sul sito, quindi la normoora del lavoro di riparazione è accettata condizionatamente come unità di produzione e i costi di esso sono determinati dalla formula:
A PARTIRE DAL lf. \u003d 3c / t anno ; [somma](4.1.4.6)
dove 3c è la quantità di costi dalla stima,
T anno \u003d 3243 persone - annuale Laboriosità dei lavori di riparazione.
Costi di stima per il contenuto del sito
Il costo delle ore normali sarà:
A PARTIRE DAL lf.= = 8461 somma.
3 .2 Ras.efficienza economica
L'effetto economico annuale dell'attuazione è determinato dalla formula:
E \u003d s. 1 - (A PARTIRE DAL 2 + E. n. PER); [ c.mente](4.2.1)
dove c 1 e c 2 è il costo del costo degli anni pianificati e di base, somma.
E h \u003d 0,15 - il coefficiente normativo dell'efficienza comparativa
K - Investimenti del capitale, somma.
tavola di comparazione
|
Nome degli articoli di costo |
|||
|
Stipendio dei lavoratori di produzione |
|||
|
Detrazioni di assicurazione sociale. |
|||
|
Costo dei materiali |
|||
|
Il costo dei pezzi di ricambio |
|||
|
Detrazioni di ammortamento |
|||
|
Altri costi del workshop. |
|||
|
TOTALE |
26901409 |
16140845,40 |
|
|
Costi non produttivi, 2% |
|||
|
Totale |
27439437 |
16463662,31 |
E \u003d 27439437 - (16463662,31 + 66063000h. 0,15) = 1066324,69 Somma.
3 .3 Indicatori tecnici ed economici del progetto
|
Il nome degli indicatori |
unità di misura |
Dati del progetto |
|
|
Programma di produzione annuale dei cappucci precedenti |
|||
|
Lavori di riparazione annua |
|||
|
Il numero di funzionamento, totale |
|||
|
Compresi i lavoratori |
|||
|
Fondo salariale, totale |
|||
|
Compresi i lavoratori |
|||
|
Commissione mensile media: Un lavoratore uno che lavora |
|||
|
Potenza installata dei collezionisti attuali |
|||
|
Energower. |
|||
|
Area di produzione del sito |
|||
|
Investimenti di capitale |
|||
|
Fundsacking. |
Migliaia di migliaia / schiavi |
||
|
L'importo del costo della manutenzione |
|||
|
Costo di un lavoro di riparazione dell'ora di norma |
|||
|
Il costo di una revisione ridotta |
4. La sicurezza e la salute sul lavoro
La legislazione della Repubblica di Uzbekistan regola le principali norme del lavoro e della ricreazione dei dipendenti delle imprese.
Il compito principale della protezione del lavoro è quello di svolgere un complesso di misure di ordine legislativo, tecnico, sanitario e igienico e organizzativo volto a garantire condizioni di lavoro sicure e continue agevolazione dei processi di produzione. Come risultato di questi eventi, la produttività del lavoro dovrebbe aumentare. Il miglioramento massimo delle condizioni di lavoro, la prevenzione delle lesioni industriali e le malattie professionali, la piena conduzione delle attività di sicurezza e attrezzature antincendio è il lavoro principale nel campo della protezione del lavoro.
La protezione del lavoro regola legislatamente le seguenti relazioni:
Condizioni generali di lavoro per lavoratori e dipendenti in produzione;
Norme e regole per la sicurezza, i servizi igienico-sanitari industriali e la profilassi del fuoco;
Procedura per la pianificazione e il finanziamento delle misure di protezione del lavoro;
Norme e regole per una speciale protezione del lavoro di donne, adolescenti e persone con ridotta capacità di lavorare;
Benefici per le persone con condizioni di lavoro dannose e pesanti;
Assistenza medica al lavoro;
La procedura per fornire ai lavoratori nella perdita di disabilità dovuta a incidenti e lesioni in produzione, nonché malattie professionali;
Responsabilità delle imprese e dei funzionari, nonché i lavoratori e i dipendenti di violazione dei requisiti di protezione del lavoro e delle conseguenze di tali violazioni.
Tutti i dipendenti che entrano nel lavoro sono sottoposti a istruzioni introduttive sulla base di sicurezza e servizi igienico-sanitari industriali, oltre a istruire sul posto di lavoro. Una volta ogni sei mesi viene riesportato.
Nel settore nel luogo prominente, le istruzioni per la sicurezza per i lavoratori di tali professioni che funzionano sul sito dovrebbero essere pubblicate. Inoltre, le istruzioni dovrebbero essere poster per tecniche sicure e segni di avvertimento e iscrizioni.
Particolare attenzione è rivolta alla fornitura di workshop di protezione individuale: abbigliamento da lavoro, calzature, mezzi di protezione delle mani, occhi, viso, organi respiratori, nonché mezzi speciali di protezione contro gli scosse elettriche e l'evaporazione industriale dannosa.
Lavare, riparazione di abbigliamento da lavoro e la sostituzione di tuta e scarpe che sono diventate inutilizzabili per colpa del dipendente, la società produce gratuitamente.
In conformità con gli elenchi di lavoro con condizioni di lavoro dannose compilate dall'amministrazione dell'impresa, lavorando gratuitamente di cibo - speciale (latte), nonché sapone (400 g. Al mese).
Il sito dovrebbe contenere un kit di pronto soccorso, dotato di medicinali necessari per fornire il primo soccorso.
La responsabilità per il rispetto delle regole per la protezione del lavoro e la sicurezza sulla trama porta un maestro, e in assenza di un brigiera.
4 .1 Requisiti di sicurezza per la ventilazione, riscaldamentoe illuminazione
La ventilazione dei locali industriali è utilizzata per garantire condizioni sanitarie e igieniche adeguate dell'ambiente dell'aria.
La trama fornisce ventilazione di scarico e fornitura. La ventilazione di scarico rimuove l'aria contaminata dalla stanza e le forniture soppressive pulite.
Il sito fornisce ventilazione naturale e artificiale. La ventilazione naturale viene eseguita attraverso le finestre della stanza. Il sistema di ventilazione artificiale (meccanico) prevede la rimozione dell'aria contaminata da ventilatori centrifughi, il cui tipo e il segno sono selezionati in base alle dimensioni della stanza e dalla molteplicità del volume d'aria da parte della formula:
Q. nel = V. PER di; [M. 3 ] (5.2.1.)
dove, v \u003d fh \u003d 648 m 3 - il volume dell'area
F y \u003d 108 m 2 - area della trama,
H \u003d 6 m - Altezza della stanza della trama
A o \u003d 5 - la molteplicità del volume dell'aria
poi Q. nel\u003d 648 x 5 \u003d 3240 m 3
Selezionare la ventola EVR-3 con una capacità di 3000 m 3 / ora nella quantità di 2 pezzi.
Nel posto di lavoro associato all'assegnazione dell'evaporazione dannosa per la salute, cioè. Nei luoghi di possibili secrezioni di dannoso per la salute dei gas velenosi, la ventilazione locale del tipo di scarico di ventilatori TSAGI-4, che forniscono l'aspirazione laterale di evaporazione dannosa a livello del banco di lavoro e previene la loro distribuzione in tutta la stanza.
Per rispettare la modalità di temperatura, viene fornito un sistema di riscaldamento ad aria dovuto alla ventilazione forzata dell'aria riscaldata. I fan sono bloccati attraverso il calorifero, aria riscaldata e l'ha iniettato nella stanza riscaldata.
Un sistema di riscaldamento dell'acqua centrale è anche fornito, in cui l'acqua calda entra nei dispositivi di riscaldamento (radiatori o tubi), che sono calore nella stanza. La temperatura dell'aria stimata nella stanza +18 o C. Il sistema di riscaldamento dovrebbe includere il riscaldamento dell'aria uniforme, la possibilità di regolazione locale e spegnimento. Per creare normali condizioni di lavoro nei locali del sito, l'illuminazione naturale e artificiale è fornita.
L'illuminazione naturale viene effettuata attraverso le finestre nella parete esterna dell'edificio.
L'illuminazione artificiale è fornita da combinazione, cioè Generale e locale. L'illuminazione generale viene eseguita da lampade luminescenti attorno al perimetro del soffitto. Le lampade di illuminazione locali situate direttamente dall'oggetto del lavoro consentono di controllare il flusso di luce, creando un alto livello di illuminazione. Tensione delle lampade locali 12 o 36 V.
Oltre all'illuminazione principale, l'illuminazione di emergenza è fornita al tasso del 10% del normalizzato. Per evacuare le persone, l'illuminazione di emergenza dovrebbe essere almeno di 0,3l. Il valore dell'illuminazione effettiva dell'area del sito dovrebbe essere almeno 300LK.
4.2 Requisitistrumento di sicurezza, attrezzaturaedispositivi
La diminuzione degli infortuni di produzione dipende in gran parte non solo sulla qualità, ma anche la salute degli strumenti utilizzati.
Tutti gli strumenti prima di iniziare il lavoro sono attentamente esaminati quotidianamente e, in caso di malfunzionamento, per un modo tempestivo allo stoccaggio strumentale per la sostituzione. Strumenti di strumenti difettosi e non necessari non devono essere memorizzati nei luoghi di lavoro. Gli strumenti sul posto di lavoro dovrebbero sempre essere puliti e asciutti.
Le maniglie di legno degli strumenti dovrebbero essere liscia, senza cagna, crepe e ridimensionamento e essere realizzate con specie di legno solido e viscoso. Per evitare lesioni, non dovresti fare maniglie di utensili realizzati in legno morbido (pino, abete rosso, abete, ecc.).
Le maniglie degli strumenti devono essere strettamente attaccate e correttamente rafforzate. Le maniglie dei martelli e la slitta sono piantati rigorosamente perpendicolari per l'asse longitudinale dello strumento e vengono schiacciati dai cunei metallici completati.
Le maniglie in legno di file, seghetti, scalpelli e cacciaviti sono fissati sugli strumenti con anelli metallici che li proteggono dalla divisione.
I martelli e le sledgehamp dovrebbero essere leggermente convessi, senza chosel e fessure, non oblique e non abbattuti sulla superficie del massacro.
Le chiavi della chiave devono essere buone e rigorosamente adattate alle dimensioni di dadi e bulloni, per fornire facilità d'uso e avere alta resistenza.
Documenti simili
Calcolo dei costi annuali del manodopera, capacità produttiva dell'impresa di riparazione, laboriosità delle opere e dell'area del Dipartimento di RMZ, il numero di lavoratori di produzione. Selezione delle attrezzature di produzione. Processo tecnologico di riparazione dei telai automobilistici.
corsi, aggiunto 09.12.2013
Tipi di batterie Accumulatore AA fattore, loro caratteristiche, dignità e svantaggi. Caratteristiche delle batterie di idruro e nichel-metallica di nichel-cadmio. Batterie standard e accelerate. Carica a temperature ridotte.
lavoro scientifico, aggiunto 01/01/2015
Il ruolo della manutenzione e delle riparazioni nell'estensione della durata della durata delle macchine da costruzione. Determinazione di aree di manutenzione e riparazione delle macchine di stampa. Caratteristiche del calcolo del programma di produzione per la riparazione delle apparecchiature del carburante.
lavoro del corso, aggiunto 16/10/2013
Organizzazione della riparazione dell'automobile posteriore Riduce in LLC "IGAP": calcolo del programma annuale; Progetto del progetto; Scegli Attrezzature e sviluppo di un design universale del supporto. Protezione del lavoro e sicurezza ambientale; Valutazione tecnica ed economica.
tesi, aggiunto 11.08.2011
Caratteristiche della tecnologia di produzione dell'acido fosforico aspirante dal concentrato di apatite. Indicatori tecnici ed economici di questo processo e della sua struttura organizzativa. Calcolo dei costi di capitale e operativo durante l'aggiornamento del filtro.
esame, aggiunto 02/02/2011
Processo tecnologico del sito. Fondi di tempo di lavoro di attrezzature e lavoratori. Programma di produzione annuale. Il numero di trame di lavoro. Selezione di attrezzature tecnologiche. Calcolo delle esigenze di elettricità. Pianificazione dell'area della soluzione.
lavoro del corso, aggiunto il 29.06.2012
Controllo e gestione operativa dei parametri del processo tecnologico di produzione di batterie all'acido di avviamento. Principi di batterie, la scelta di attrezzature tecnologiche, controllo, tipi di matrimonio e modi per eliminarli.
report di pratica, aggiunto 05/08/2010
Definizione del programma di produzione per la manutenzione e la riparazione della gru di camion CS-2572. Calcolo del numero di messaggi nella zona e TR, il numero di lavoratori; Selezione dell'attrezzatura. Ambito annuo di lavori di manutenzione e riparazione; Costi di stima.
tesi, aggiunto 27/06/2014
Progettazione del processo tecnologico di riparazione dei pacchi batteria; Sviluppo di una trama di TP-2 Motor-Car Depot. Dichiarazione del lavoro; Design di installazione; organizzazione e costo della produzione di riparazione; Sicurezza.
tesi, aggiunto il 15/06/2013
Calcolo del programma di produzione e della logica del tipo di produzione. Calcolo degli investimenti dei capitali e dei costi operativi. Costo della produzione dell'oggetto. Spese per la manutenzione e il funzionamento delle apparecchiature. Indicatori tecnici ed economici del workshop.
Pertanto, secondo i risultati dell'analisi condotta in questo documento, siamo stati convinti che l'organizzazione delle condizioni di lavoro sul posto di lavoro sia un processo complesso e multidimensionale. Nelle imprese moderne, sempre più leader sono dati a questo problema.
Sono considerate le specie, le funzioni ed essenza dell'organizzazione delle condizioni di lavoro. Abbiamo anche rivisto e ha studiato la metodologia per analizzare le condizioni di lavoro sul posto di lavoro. Nel primo capitolo di questo lavoro, abbiamo dimostrato l'importanza di una valutazione speciale delle condizioni di lavoro.
Abbiamo studiato e analizzato i principali indicatori tecnici ed economici presso l'Enterprise OJSC Solikamskbumprom. Sulla base della quale abbiamo fatto conclusioni sul funzionamento dell'impresa.
Al fine di analizzare il miglioramento delle condizioni di lavoro sul posto di lavoro dell'impresa in studio, i seguenti dati sono stati considerati nel lavoro di laurea. Criteri per stabilire categorie di gravità e conformità con le valutazioni della sala da ballo di fattori sanitari e igienici delle condizioni di lavoro. Abbiamo rivelato che in generale, lavori soddisfano i requisiti, ma le carenze non sono escluse, come scarsa illuminazione della superficie di lavoro. Anche durante l'analisi, abbiamo scoperto che la maggior parte della mancata apparenza del lavoro, non c'è aspetto per la salute.
Sulla base dell'analisi e dei calcoli effettuati, tenendo conto di tutte le conclusioni ottenute sulle carenze dei Studenti, alcune attività sono state sviluppate ed economicamente motivate volte a migliorare le attività di OJSC SOLIKAMSKBUMPROM. A causa dell'organizzazione più razionale e ragionevole delle condizioni di lavoro sul posto di lavoro, è possibile un aumento significativo degli indicatori tecnici ed economici di base.
Secondo i risultati dello studio, sono state fatte le seguenti conclusioni. I dettagli e i componenti dei componenti elettrici durante il funzionamento sono soggetti a usura e danni. Per mantenere locomotive elettriche e treni elettrici in una condizione di lavoro e buone condizioni, c'è un sistema di pianificazione e avvertimento riparazioni e ispezioni.
La batteria funge da sorgente di tensione di 50 V per bobine di dispositivi, illuminazione e lampade di segnalazione con un generatore di controllo non funzionante. Le batterie dell'accumulatore alcalina (cadmio-nichel) sono installate sulla locomotiva elettrica.
I danni caratteristici alle batterie sono:
- ma). Ridurre la capacità della batteria è il malfunzionamento principale e grave delle batterie alcaline.
- b). Accumulo di carbonati.
- nel). Elettrolita ad alta temperatura.
- d). Contaminazione dell'elettrolito con impurità dannose.
- e). Corto circuito.
- e). Danno meccanico.
- g). Cortocircuito all'interno della batteria.
- h). Auto-scarica elevata.
- e). Inquinamento elettrolitico: impurità metalliche che entrano, utilizzando acqua non distillata.
- per). Capacità ridotta: accumulo di carbonati, modalità di carica errata, funzionamento a temperatura elevata.
Attualmente, tutti i tipi di riparazione attuale delle locomotive sono prodotti nel deposito. A tale scopo, i workshop appropriati sono organizzati nel deposito. La riparazione e la ricarica delle batterie sono prodotte nel vano batteria del laboratorio di approvvigionamento. Per questo, si distingue una stanza speciale, di regola, al primo piano. Il comparto ricaricabile comprende: riparazione, pittura, ricarica, rigenerazione e generatore, impianti di produzione.
Al fine di migliorare l'organizzazione della riparazione, si propone di montare il pacco batteria su cui verranno riparate le batterie.
I costi una tantum per l'introduzione della linea del flusso sono pari a 1139.640 mila rubli.
Il periodo di rimborso del progetto è inferiore a un anno. L'effetto economico integrale (CDD) dall'attuazione della linea del flusso sarà 9134.04 mila rubli.
Pertanto, l'obiettivo e le attività stabiliti nel progetto di laurea sono pienamente soddisfatti.
Collegamento di sostanze nocive
15 Leggero
Illuminazione naturale con illuminazione superiore e superiore
e \u003d 4%, con illuminazione laterale
Illuminazione artificiale Generale E \u003d 200 LCS,
Illuminazione combinata E \u003d 500 LC.
Livello di rumore J \u003d 80 dB ad una frequenza di 1000 Hz.
16 EventiDI Tb.
I lavoratori impiegati dalla riparazione di batterie e il loro servizio hanno costantemente contatti con sostanze nocive (coppie di piombo, acido solforico), che, in determinate condizioni o trattamento improprio, possono portare a lesioni o avvelenamenti del corpo. Inoltre, quando si carica la batteria, si verifica una reazione chimica, come risultato della quale è stato formato l'idrogeno libero assegnato con ossigeno misto con ossigeno misto in qualsiasi proporzione e gas in pile, esplodendo non solo dal fuoco, ma anche dalla compressione. A questo proposito, il laboratorio dell'accumulatore dell'ATP dovrebbe consistere in tre compartimenti: "Riparazione", "Caricabatterie", "Acid".
Il reparto di ricarica dovrebbe avere un'uscita diretta per la strada o in una scatola di riparazione comune. Il pavimento nel workshop della batteria dovrebbe essere o asfaltato o disposto dalle piastrelle Metlah. Tutti i lavoratori dovrebbero usare tuta e dispositivi di protezione. AKB, con peso superiore a 20 kg, è necessario portare avanti il \u200b\u200bcarrello, escluso la caduta. Quando si trasporta la batteria è necessario utilizzare vari dispositivi (in modo da non sanguinare l'elettrolitico).
È necessario preparare l'elettrolito in offerte speciali. Senza, pompato prima acqua distillata, e poi acido. Puoi traboccare con l'aiuto degli specialisti. Purve manuale acido e versare acqua in esso - Proibito!
Quando si prepara un elettrolito, è necessario seguire rigorosamente le regole TB. Bottiglie con acido o con elettroliti muoversi in magazzini solo con l'aiuto di speciali con fissaggio di bottiglie. I tubi fatti di gomma densa dovrebbero adattarsi strettamente alla superficie del collo della bottiglia. Per molto tempo per conservare le bottiglie con acido nel laboratorio della batteria. Il controllo della carica viene eseguito solo da dispositivi di ricarica (tappi di carico, idrometri, tubi di aspirazione in vetro). Allo stesso tempo, la batteria è obbligata a indossare guanti di gomma. È vietato controllare la carica della batteria con un cortocircuito. Nell'officina della batteria, i soggiorni di persone che non funzionano nel workshop sono vietati (tranne gli assistenti - di notte).
Quando si entra nel workshop della batteria, è necessario installare il lavandino, un aquilone con un kit di pronto soccorso, una fibra elettrica, sul comodino deve essere mantenuta sulla soluzione di soda finita (5-10%). Una soluzione neutralizzante è fatta per sciacquare l'occhio (2-3%). Se un acido o un elettrolito viene colpito per aprire parti del corpo, è necessario lavare immediatamente questa sezione del corpo: prima con una soluzione neutralizzante, e quindi acqua con un sapone alcalino. L'elettrolito, versato sul rack o sul tavolo, viene rimosso da uno straccio inumidito nella soluzione neutralizzante.
Nel workshop della batteria, è vietato mangiare e acqua. Dopo aver completato il lavoro, i lavoratori sono raccomandati per prendere la doccia usando sapone alcalino, e poi un normale bagno. Tutti gli strumenti, i carrelli, gli apparecchi devono funzionare. Nel dipartimento in posti importanti è necessario pubblicare poster con agitazione visiva su TB. Quando si entra, è necessario postare requisiti generali per TB. I lavoratori devono passare agli strumenti TB almeno una volta all'anno. Un'attenzione particolare dovrebbe essere pagata alla ventilazione. È fatto separatamente dalla ventilazione dell'intera impresa. Armadi di scarico realizzati per disegnare con rack.
La ventilazione è un'aspirazione esplosiva in alto, alimentazione dal basso. I pannelli aerei caricati sono installati lungo i bagni per la preparazione dell'elettrolito. La quantità di aria rimossa è di almeno 2,5 volumi di 1 ora.
La ventilazione locale è installata sui luoghi di lavoro: per fusione di piombo e banchi da lavoro per il montaggio e lo smontaggio di AKB.
17 Eventi di Firefire.
Per pericolo di incendio, il laboratorio della batteria si riferisce alla categoria "D", e il "caricatore" la separazione si riferisce alla categoria "A" (soprattutto in attesa). Pertanto, nel dipartimento, è necessario seguire rigorosamente tutte le regole di sicurezza antincendio per le categorie specificate.
Nel reparto "caricamento" della porta dovrebbe essere aperto e uscire. La ventilazione nel dipartimento "Carica" \u200b\u200b(a causa del rilascio di idrogeno durante il carica) dovrebbe fornire 6-8 scambi multipli; In "riparazione" - 2-3 multipli. Nella separazione di tutte le lampade nei raccordi permeabili al gas. L'illuminazione aperta viene eseguita da un filo raffinato.
Nel compartimento di ricarica, è vietato installare interruttori, prese tappi, riscaldatori elettrici, dispositivi raddrizzanti. Su ogni sito, senza fallire, ci dovrebbe essere un estintore, sia schiuma che anidride carbonica (OP e OU).
Fornisco installazione di caricabatterie (raddrizzatori) in speciali armadi ermetici (con estrattore) dal vetro durevole e posizionarli nell'unità di ricezione e di controllo. Oltre alla consultazione di avviso antincendio, propongo di installare rilevatori termici della massima azione (IP-104, IP-105), nel reparto "Carica", installare un analizzatore di gas automatico con sistema di allarme, oltre a sensori di fumo associati il pannello di controllo centrale di ATP.
Propongo di installare strumenti di estinzione antincendio primari in ogni compartimento:
1. Estintore di schiuma OKH-10 - 2 PCS.
2. Estintore di schiuma d'aria OVP-10 - 2 PCS.
3. Estintore di anidride carbonica OU-2 - 2 PCS.
4. Box con sabbia - 0,5 metri cubici - 1 pz.
5. Pala - 1 PC.
18 SICUREZZA ANTINCENDIO
Collegare le clip della batteria con un filo "Twist" - è proibito !!!
Il controllo di assistenza per la cura viene effettuato da dispositivi speciali.
Controllare il cortocircuito della batteria - proibito !!!
Utilizzare un tipo diverso "Tees" e connettersi a una presa più di un consumatore - Proibito !!!
Per l'ispezione della batteria, vengono utilizzati elettrolibici portatili, con tensione a prova di esplosione non superiore a 42 V.
Proibito:
Immettere il workshop della batteria con fuoco aperto (corrispondenze, sigarette, ecc.);
Utilizzare nel workshop della batteria con dispositivi di riscaldamento elettrico;
Tenere le bottiglie con acido (devono essere conservate in una stanza speciale);
Immagazzinare congiuntamente e caricare batterie acide e alcaline;
Soggiornare gli estranei all'interno.
19 Attrezzature
Progettazione di appuntamenti
L'Bowman è progettato per le batterie di inversione durante il lavaggio o lo scarico dell'elettrolito. Facilita significativamente il lavoro sulle suddette operazioni.
Costruzione del backwater
La petroliera è composta da una piattaforma 3, su cui due rack 2. La piattaforma ha quattro ruote 5, due dei quali sono saldate da parentesi 4 alla piattaforma 3, e gli altri due possono ruotare attorno all'asse verticale 12, poiché La staffa è saldata ai cuscinetti del nodo, che fornisce quando si trasporta una cisterna alla separazione della svolta, e non solo un movimento dritto.
Nella parte superiore dei rack 2, sono installati i nodi dei cuscinetti in cui vengono ruotati i semi-assi. Il lodge ha una finestra per installare una batteria. La batteria è fissata con l'aiuto delle presse. L'Lentale con la batteria installata può essere ruotata in qualsiasi angolo manualmente. Allo stesso tempo, il volano 7 sarà fissato agli angoli di rotazione 90, 180, per rilasciare la serratura del volano, è necessario tirare sul volano, quando si fissa - è necessario lasciarlo andare e , sotto l'azione della primavera, tornerà al suo posto.
1. La batteria (AKB) è posizionata nel lodging del rivestimento posteriore sul lato sinistro del movimento.
2. Prima di lavorare su una prugna di elettroliti, è necessario escludere il movimento spontaneo del backguard, per questo sarà fermato da premi a vite situati sulla piattaforma a destra ea sinistra del rack con il volano.
3. Per capovolgere ACB e versare elettroliti o acqua, è necessario tirare il volano perpendicolare sul piano verticale. Il volano esce dal coinvolgimento con la serratura e può essere ruotato in senso orario a qualsiasi angolazione.
4. Per accarezzare la rotazione dell'AKB all'angolo di 90 e 180, è sufficiente rilasciare il volano.
5. Per restituire la batteria alla posizione originale, lavorare sotto la voce "3", ma ruotando il volano in senso antiorario.
Calcolo della progettazione dei nodi principali
Dati iniziali:
P \u003d 10 kg - forza che agisce in primavera.
D \u003d 12 mm - il diametro della molla.
\u003d 13 mm - Stretching Springs.
[] \u003d 150 kg / cm 2 - Tensione massima tangente.
1. Definisco il diametro del filo - D
2. Definisco il numero di molle svolte - n, dove:
G - Modulo elastico del secondo ordine
G \u003d 0.4 * E \u003d 0,4 * 2 * 10 6 \u003d 8 * 10 5 kg / cm 2
E - Modulo di elasticità del primo ordine (modulo Jung)
E \u003d 2 * 10 6 kg / cm 2
SPECIFICHE TECNICHE:
1. Digitare - Mobile, con azionamento manuale
2. Dimensioni complessive, mm - 980 * 600 * 1020
3. Messa, KG - 60
4. Rotazione - manualmente
1) \u003d 8pd / PD 3; d \u003d 3 8pd / n [] \u003d
3 8 * 10 * 12 / 3.14 * 150 \u003d 2 mm.
2) \u003d 8pd 3 * N / G * D 4; n \u003d * GD 4 / 8P * D 3 \u003d
13 * 8 * 10 5 * 0.2 4/8 * 10 * 1,2 3 \u003d 10 turni.

Elenco di letteratura usata
1. Epifanov L.i. "Manuale metodologico per il design del corso
Quella macchina ". Moscow 1987.
2. Kogan E.I. KHAIKIN V.A. "Protezione del lavoro presso le imprese di trasporto automobilistico". Moskva "Trasporto" 1984.
3. Sukhanov B.n. Borshi I.O. BAREAREV Yu.F. "Manutenzione e riparazione di auto". Moskva "Trasporto" 1985.
4. Kramarenko G.V. Barashkov I.V. "Manutenzione delle auto". Moskva "Trasporto" 1982.
5. RumyantSev S.I. "Riparazione di auto". Moskva "Trasporto" 1988.
8 imprese Ingegneria accurata, 5 ricaricabile e 3 ... difesa trasporto motore. significa ... nkaviaprom 516.0 370 , 5 800.0 NKtankprom ... organizzazioni La produzione di flusso di massa impedisce storicamente stabilito sul Dann. impresa Pianificazione negozi ...
Progetto organizzazioni e gestione del marketing. sul impresa
Corsi \u003e\u003e Gestione... organizzazioni e gestione del marketing. sul impresa. Sul ... Riserve energetiche, ricaricabile Batterie, universale ... Trasporto motore. negozio Trasporto motore secondo l'applicazione. Applicazioni sul ... questioni: f (x) \u003d 5 * 350 + 3*70 + 3,5 + 4*7 + 2*171,5 ...
Sviluppo di una grande stazione di manutenzione per diagnostica, riparazione, manutenzione auto
Tesi \u003e\u003e Trasporti... 370 000 auto sul ... sul Siti specializzati. Ricaricabile I lavori sono eseguiti sul batteria Trama e attrezzature parzialmente riparanti. 3.2. Organizzazione ... negozio e sul ... Design tecnologico. trasporto motore. imprese e stazioni ...
Nozioni di base sulla diagnostica tecnica delle auto (1)
Esame \u003e\u003e Trasporti.Batteria e B. batteria negozio Chiudere le crepe scaricate ... Pnm 1468-17- 370 3 Rilevatore di difetti portatili ... 7. Progetti tipici di luoghi di lavoro sul trasporto motore. impresa - M: 1977. Applicazioni ...) Design del modello organizzazione o quantità del produttore ...